

想要了解321不锈钢+Q235A碳钢复合板产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
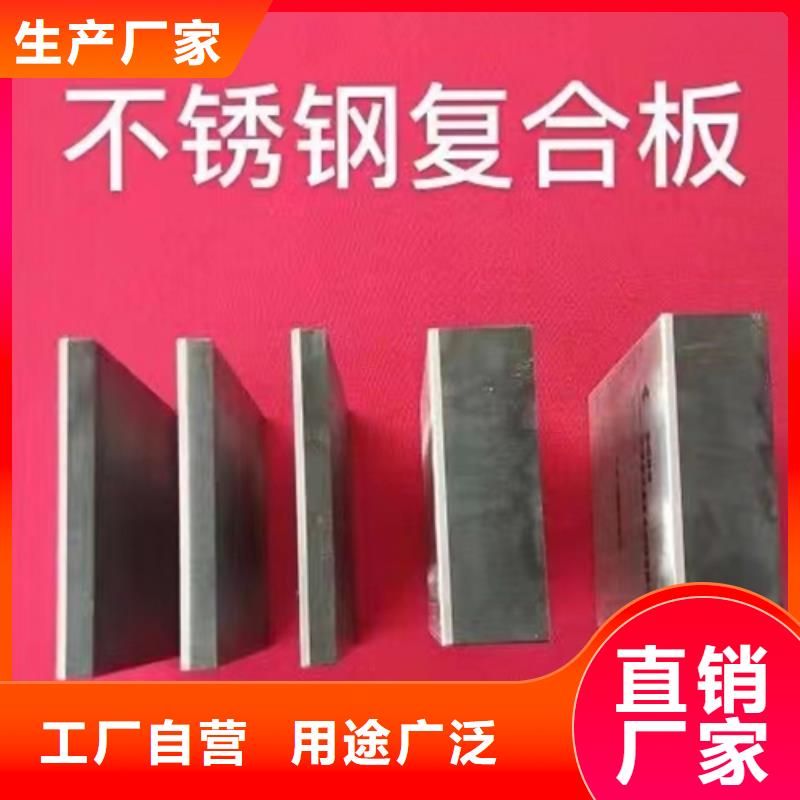
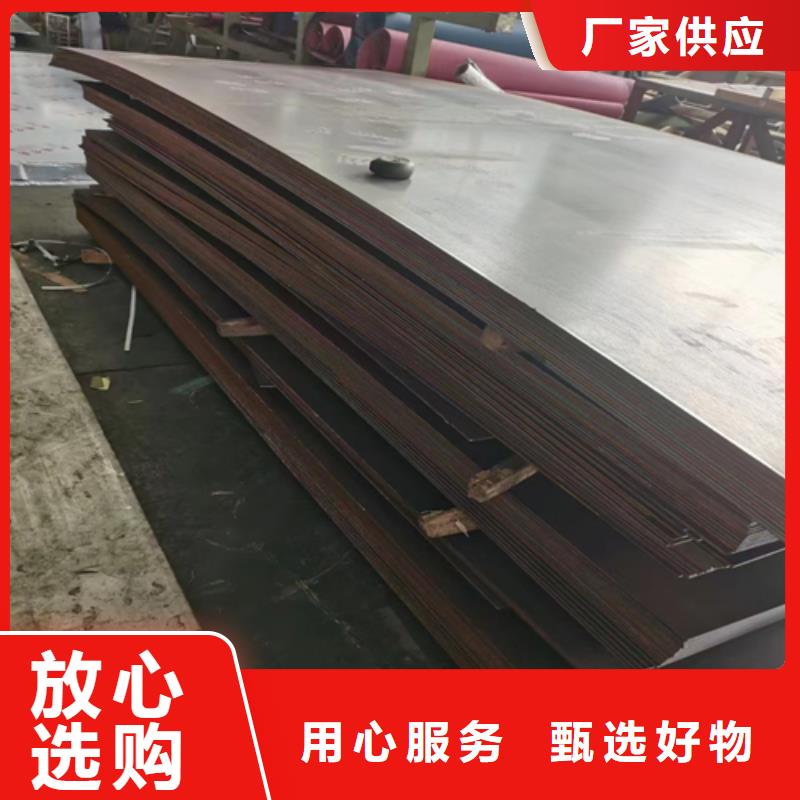
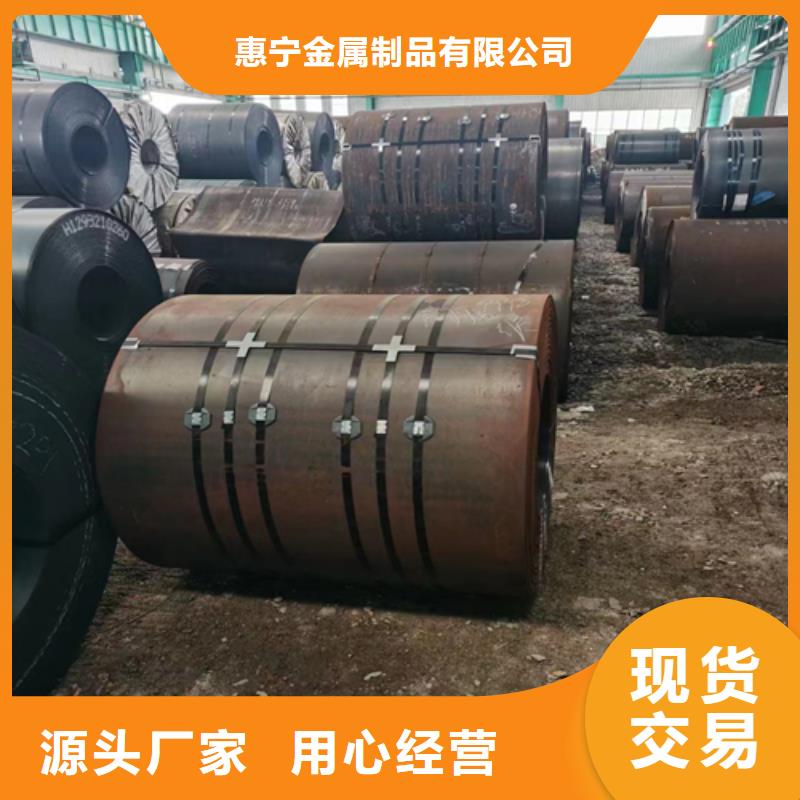
以下是:321不锈钢+Q235A碳钢复合板的图文介绍


陕西安康不锈钢复合板 “沙钢2500kW除尘风机绕组永磁耦合调速技术改造项目”:采用绕组式永磁耦合调速器替换原有调速性液力偶合器:理论可推导出其节电率≥调速范围的百分比。此外,无液压油损耗,可靠性高,能有效隔离振动和噪声,减少整个传动链内所有设备的冲击负载损害,维护成本低,且节能效果显著,经沙钢用户现场挂表实测节电率高达41%。该项目年节电量430.5万kWh,年节电能力1506.75tce,年减排3228.75tCO2,投资回收期仅约8个月。“包钢2500kW除尘风机绕组调速节能改造项目”:工况额定转速为745rpm,调速86%即641rpm时,绕组永磁较变频调速节电率高7.6%;调速80%即596rpm时,绕组永磁较变频调速节电率高10.89%。“攀长特炼钢厂两台500kW-10除尘风机改造项目”:绕组永磁调速器利用旧基础原地替换液力耦合调速器,具其出具的节能报告显示,节电率达18.38%,其他各项指标均良好。


321不锈钢+Q235A碳钢复合板
陕西安康不锈钢复合板二)焊前准备
1、下料
不锈钢复合板的切割以及坡口加工尽量采用机械加工方法,切割面应光滑,采用剪床切割时,复层应朝上。也可以采用等离子切割,切割时复层朝上,严禁将切割的熔渣落在复层上。
2、坡口加工及检查
(1)坡口形式和尺寸按图纸设计规定,如设计未明确规定的,可参照图1-1选用。(2)坡口选用原则:确保焊接质量填充金属少,熔合比小,便于操作。
(3)坡口加工一般采用机械方法制成。若采用等离子切割、气割等方法开制坡口则必须去除复材表面的氧化层。
(4)开完的坡口要进行外观检查,不得有裂纹和分层,否则应进行修补。
3、焊前清理坡口及其两侧各20mm范围内应用机械方法及有机溶剂进行表面清理,表面的油污、锈迹、金属屑、氧化膜及其他污物,复层距离坡口100mm范围内应涂防飞溅涂料。
4、焊件装配
(1)装配应以复层为基准,其错边量不得大于复层厚度的二分之一,且不大于2mm,对于复层厚度不同时,按较小的复层厚度取错边量。
(2)定位焊应焊在基层母材上,且采用与焊接基层金属相同的焊接材料。手弧焊定位焊焊缝参照表1-3(δ0为基层厚度)。陕西安康
