
机器特点1、软件:适3.0,Mastercam9.0等多种软件,集CAD/CAM为一体,通过数字化分析、设计、对产品进行程序化得加工支持pre/igs/scep/dxf/dwp等文件。2、自动换系统:直排式自动换系统使得整个加工过程从开孔、切割,到铣边成和抛光工序一气呵成,完全实现高度自动化。
3、具与磨具:备有大量进和国产规格及形状具与磨具,以及加工要求。4、高精度丝杠与导轨:所丝杠,导轨都有德国知名厂家提供。X,Y轴采浸式润滑方式。加上有效防水、防尘结构‘确保加工高精度,并大限度延长丝杠、导轨使寿命。
数控开料机编辑,数控开料机好吗。定制家具好学。发布:2017-07-13阅读:1056数控开料机怎样编程。好不好学。这个问题很大程度上取决于定制家具设计拆单软件。家具设计拆单软件一般都是由设计端和生产端组成。生产端功能就是将家具设计来了三维软件转化为数控开料机能识别G码,机器通过G码路来进行对整板打孔,开槽,开料等加工,实现定制家具制作。
自动化板式家具生产设备-数控开料机发布:2016-12-21阅读:1290自动化板式家具生产设备-数控开料机定制开料钻孔生产设备-数控开料机,如何实现自动化板式家具生产。一、自动上料:机器自带上料平台,并装置机械式自动抓料装置,机器在加工完一张板材后,再从上料平台上抓取新料,同时将工作台上已经完成加工料推至下料平台,自动上料节省人工,节省时间。
、自动对齐:抓料装置将板材抓到加工台面上,需要通过定位气缸将板材对齐,然后再进行加工。带上下料装置机器才会搭自动对齐装置,不带自动上下料装置机器需要人工动对


板式家具主要采人造板作基本材料,其制作顺序是:数控开料机打垂直孔、拉槽、裁板加工,侧空机进行钻连接件安装孔,封边处理,磨光,部件组装!安装门扇或其它小金材料。框架式板式家具制作工序并非千篇一律,有产品简单,工序相对少些,如电脑桌,桌凳等;有较复杂,工序也就较多。
(一)料料方法已在木制品加工工艺中作过介绍,这里不再重复。板式家具制作料则是,先选主料、门料、腿料、面料、前面料;再选横料、侧料;后选背料、内料及其它次料。在板料制时,先选门板、正面板、抽屉面、侧板;再选背板、顶板、底板;后选隔板等。
如果橱柜类产品低于1.4m时,顶板选也优先考虑。料时,构件毛料要留足加工余量,一般厚度和宽度加工余量为:一面光构件留3mm,两面光构件留5mm;木板留3-5mm拼板每条板缝加宽6-8mm。加工余量还随着木料长短、种类不同而各异,长料留多一点,短料留少一点,易变形料多留点,不变形料少留点;主料多留点,次料少留点。
加工余量留得过多会浪费木料,留得太少,难以成器。因此,初学者多留一点,有经验、技术较高可少留些。在料时,尽量避开木节、虫眼、裂纹、变质等缺陷,木材颜色和纹理基本一致。()刨削好构件毛料,按先后次序刨光,要求材面要光,线棱要直,材面夹角符合要求,无翘曲变形。
刨料时,先刨大面,后刨侧面。根据构件净料尺寸,以先刨好两面为基准,分别划相对面平行线,木工叫“复墨”。然后再刨两个相对面。刨削后木料尺寸符合要求。(三)划线划线是较准确地确定每个部件大小、榫眼位置、连接方式,并根据构件受力情况,采合理结构形式。
划线时一对一对地划,如果是批量构件,按批相对划线。划线要准确无误,线条清晰。(四)凿眼在构件上凿眼时,要留线凿眼。若是半榫结构,则眼不能凿通。凿眼要方正干净,不得倾斜、歪扭、破裂。()开榫开榫要求是,榫横木纹方向不能过紧,否则易把木料挤裂;榫眼顺木纹方向要紧些,以锤轻力敲入为佳。
半榫结构,榫长小于眼深2-3mm;全榫长度大于木料5-6mm。(六)拼板拼粘好木拼板,要求不斜、不、不弯、不翘,拼缝平直,结合严密,颜色一致(正面),纹理柔和。



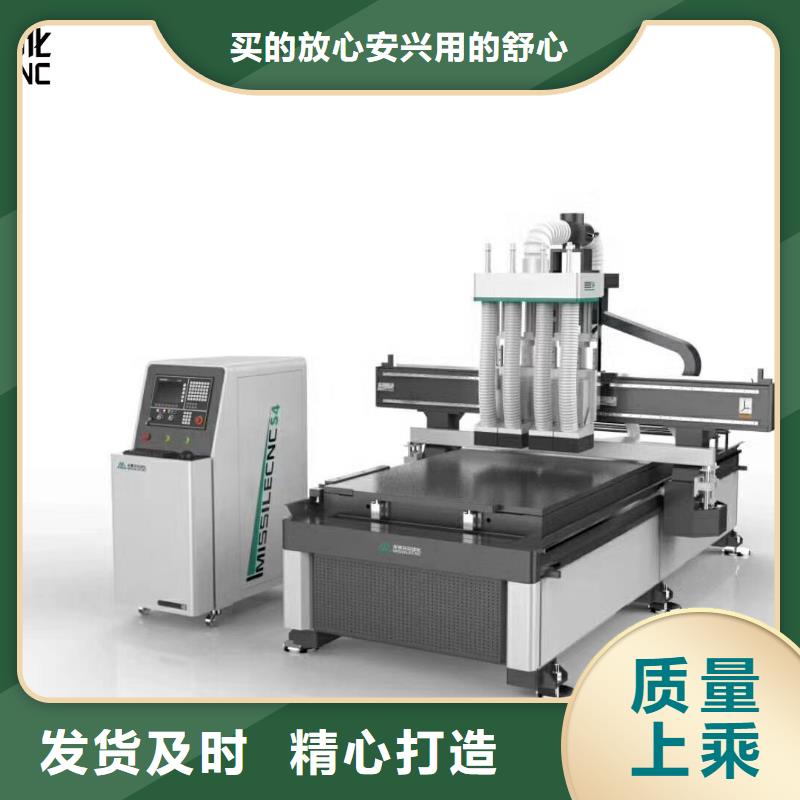
米赛尔自动化设备有限公司是一家专业从事 陕西安康米赛尔开料机的企业。本公司拥有先进的 陕西安康米赛尔开料机生产设备;专业的技术人员和严格的质量标准、周到及时的售后团队。公司主要产品: 陕西安康米赛尔开料机。公司始终贯彻实施“市场导向、科技领先、以人为本、科学管理、优质服务”的经营管理方针和企业文化理念。我们将真诚、真心为您服务,提供优质的设计、制作、运输、安装、售后一条龙服务。 米赛尔自动化设备有限公司是您优质的选择,我们愿以优异的产品质量,良好的服务与您共创辉煌的明天。