



我们的聚晟护栏制造有限公司道路护栏合作案例多视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:聚晟护栏制造有限公司道路护栏合作案例多的图文介绍
深耕 贵州安顺不锈钢复合管护栏行业十年,一直坚持对 贵州安顺不锈钢复合管护栏产品质量的严格把控,售前售中售后的服务。 十年耕耘,让社会各界看到了我们,聚晟护栏制造有限公司将继续努力,在 贵州安顺不锈钢复合管护栏领域发光发热!


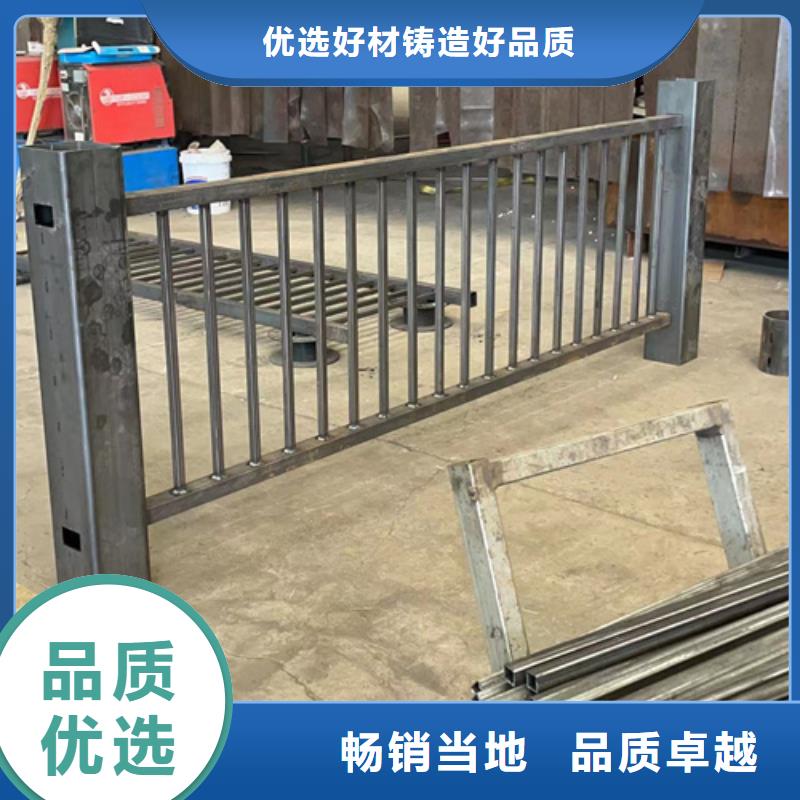
不锈钢桥梁护栏是不锈钢行业中重要的一种类型,它在桥梁上是不断地进行发挥着巨大的作用的,各种的功能和优势是不断地进行体现出来的,不锈钢桥梁护栏安装上之后 不是摆设,而是对于护栏的质量和性能上是比较重要的。为了保证不锈钢桥梁护栏的性能和稳定性能,一般是要做到以下几点的: 不锈钢桥梁护栏 不锈钢桥梁护栏结构完整性:本标准要求桥护栏必须具有适当的几何尺寸,足够的结构强度和良好的机械性能,以避免在桥护栏结构被破坏时对车辆和乘客造成损坏。 不锈钢桥梁护栏经过车辆和乘员风险:该标准要求在碰撞过程中平均加速度,减速度和乘员速度变化盆必须在允许范围内。 不锈钢桥梁护栏的能量吸收特性:本标准要求使用不锈钢桥梁护栏的塑性变形和柱子变形,以 限度地吸收车辆的动能。 车辆轨迹:本标准要求将车辆在发生交通事故时的行为控制在一定范围内,尤其要控制车辆的回弹距离,以免发生二次事故。



不锈钢复合管护栏的使用和用途是比较广泛的,而且在使用不锈钢复合管护栏的过程中也是会出现各种各样的问题的,因此不锈钢复合管护栏要想发挥出来各种各样的功能就要对于不锈钢复合管护栏的技术要求比较高才行,要不然的话不锈钢复合管护栏的功能是不会更好的进行实现的。常见的不锈钢复合管护栏的技术有哪些要求呢?还是和不锈钢复合管护栏厂家的小编进行详细去了解一下吧: 高大约要有1.4米防止翻越,而空隙则小于20厘米,连小孩子也钻不过去。外装的不锈钢复合管护栏只有防腐性能好才能达到持久保护的作用,能够抵抗暴晒和风雨雪的随时侵袭。道路不锈钢复合管护栏的防腐性能取决于其结构,好的不锈钢复合管护栏是有内外基层结构二构成的,一般的,基材是钢材层,合金层是锌钢,靠近基材的一层是致密热镀锌合金层,其构造越复杂,它的耐腐蚀性就越强。,整体强度高;实用,表面经浸塑处理,形成 保护膜,光滑平整,不易生锈,清洁方便,不需保养;耐候,锌钢不锈钢复合管护栏以其铝合金不锈钢复合管护栏的特性,表面再经过特殊处理,是比较常用的防不锈钢复合管护栏材质。



不锈钢复合管用于各种的施工的领域的,它是比较坚固和耐用的,由不锈钢和碳素结构钢两种金属组成的。根据不锈钢复合管的使用的用途以及相关的特征它是分为很大的强度的,不同的强度适用于不同的类型,发挥着比较重要的作用,特别是在行业的发展以及使用上是不可替代的。对于不锈钢复合管的强度是有等级的,相关的等级的评价的标准是怎么样的呢?以下是分为几个重要的特征: 不锈钢复合管 1)不锈钢复合管以公称压力表示其等级或规定压力一温度额定值的管件,应按标准规定的压力一温度额定值作为其使用基准,如GB/T 17185 2)不锈钢复合管标准中仅规定了与其相连直管的公称厚度的管件,按标准规定的基准管子等级确定其适用压力一温度额定值,如GB14383~GB14626。 3)不锈钢复合管标准中仅规定外形尺寸的管件,如GB12459、GB 13401,应通过验证性试验来确定其承压强度。 4)不锈钢复合管其他,应按有关规定进行压力设计或解析分析等方法来确定其使用基准。此外,管件强度等级的确定,还应不低于整个管道系统在操作中可能遇到的严酷工况下的压力。



不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
