

产品详细介绍

不锈钢复合管护栏厂专业生产 安装 设计桥梁不锈钢复合管护栏,高速不锈钢防撞护栏,景区不锈钢复合管护栏、城市交通复合管隔离护栏,道路不锈钢复合管护栏,不锈钢楼梯扶手,立交桥护栏,不锈钢复合管桥梁灯光护栏等。不锈钢碳素钢复合管,是由不锈钢(SUS304)与优质碳素结构钢(Q195-Q235、SPCC)等双金属,经高科技同步复合焊接而成,产品兼具不锈钢卓越美观的华丽外表,抗腐蚀性能和碳素钢结构强度大的诸多突出优点,与纯不锈钢管相比,节约了成本,增加了强度。是纯不锈钢管的 升级换代产品.真正实现了装饰与负荷的完美结合。不锈钢/碳钢复合管,不仅显著改善了钢管的表面性能和使用性能,拓宽了其使用领域,还作为节能和绿色环保新材料,代表着 产业发展方向。2001年,该产品被列入国务院下属中国社会调查所特别产品。2002年10月,不锈钢复合管 标准GB/T18704-2002顺利出台,不锈钢复合管从原材料选用,工艺选择,质量标准,市场应用等诸方面,都有了一套严格的管理规范。不锈钢复合管这一新型绿色环保材料从此步入了良性发展轨道。


鑫海达金属制品有限公司始终坚持以市场和用户需求为导向,以完善的管理体系和质量保证体系为基础,通过与国内外专业研究机构开展广泛的学研合作,开展 贵州安顺桥梁护栏技术开发和系统集成服务,使公司产品走向系列化。凭借优厚的技术实力及研发创新的产品实力,在全国二十多个省、市、自治区形成销售网络, 贵州安顺桥梁护栏产品遍布电厂、化工厂、钢铁厂、造纸、环保等多领域。



1、防锈工艺—采用高温热浸锌:将优质的钢材分别放在不同温度的加热炉中反复加热,然后将钢材浸入锌池中浸泡,使锌分子依附在钢材表面,在潮湿的空气中锌表面会生成一层致密的碱式碳酸锌膜,从而使不锈钢具有极强的防锈防腐能力,确保20年不生锈。
2、常新工艺——高温固化:不锈钢经过17道工艺的反复浸泡、清洗、干燥后,根据客户对颜色的要求在其表面喷涂世界上 进的阿克苏—诺贝尔室外抗氧化粉末,再经过220℃的高温烘干工艺,形成诺贝尔高温固化层,色泽持久鲜艳,15年不褪色。
3、无焊工艺—穿插组合:无需焊接,安装采用高强度航空螺母连接;安装连接件采用高强度锌钢板冲压成型;面管与立柱采用高强度锌铝合金连接件,上门组装、现场安装、操作简单,每个连接点完美组合。
4、防盗工艺—不锈钢防盗螺栓:科学的不锈钢防盗螺栓,螺母连接工艺,即增加了产品的观赏性,又加强了产品的性。


铬镍不锈钢焊条具有良好的耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造等行业。为防止受热引起晶间腐蚀,焊接电流不宜过大,小于20%的碳钢焊条,电弧不宜过长,层间冷却快,焊道窄为宜。
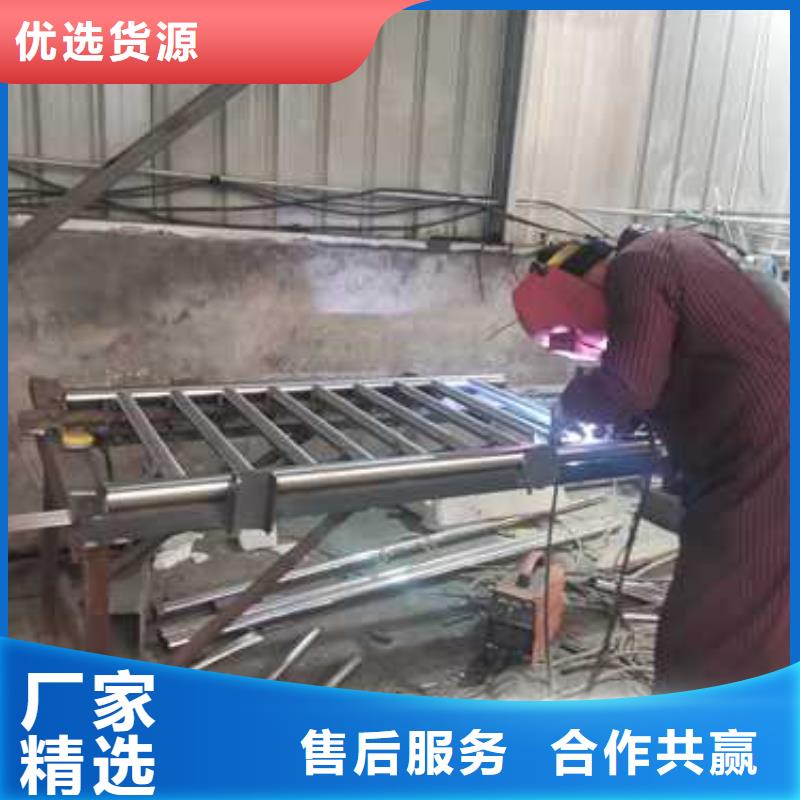
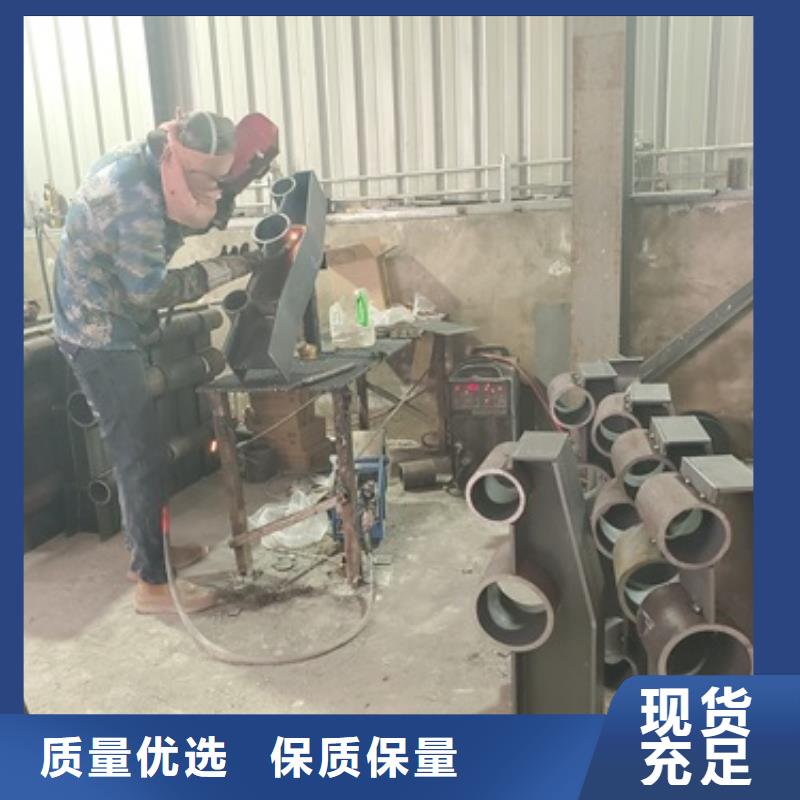
不锈钢复合管护栏焊接要点及注意事项
首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极)
一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。)
保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。
从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。
风和通风。在有风的区域,应采取措施堵塞网,并在室内采取适当的通风措施。


