





准备好领略靖远灌溉双壁波纹管管材批发产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:靖远灌溉双壁波纹管管材批发的图文介绍



7、沟槽回填7.1排水管道进行闭水试验验收合格后,及时进行沟槽回填。回填土根据实验室确定的干密度和含水量进行分层夯实,直至达到规范要求的压实度指标;填土上方计划修路者其压实度为95%,填土上方不计划修路者其压实度为90%。
7.2沟槽回填从管顶基础部位开始到管顶以上0.7m范围内采用人工回填;从管底到管顶以上0.4m范围内的沟槽回填材料,采用碎石屑、粒径小于40㎜的砂砾、中砂粗砂或开挖出的良质土。7.3沟槽底必须回填质地良好、含水量适宜的原土,严禁回填、烂泥、砂砾石,沟槽内不得回填就地取砂石的筛余料,所有回填土根据不同的土质分别采用分层摊平、夯实、压实等方法达到设计规定的密实度要求。
7.4管道位于车行道下,铺设后即修筑路面或管道位于软土地层以及低洼、沼泽、地下水位高的地区时,沟槽回填应先用中粗砂将管底腋角部位填充密实后,再用中粗砂或石屑分层回填至管顶以上0.4m,再往上可回填良质土。7.5回填时应分层对称进行,每层回填高度不大于0.2m,以确保管道及检查井不产生位移。
7.2沟槽回填从管顶基础部位开始到管顶以上0.7m范围内采用人工回填;从管底到管顶以上0.4m范围内的沟槽回填材料,采用碎石屑、粒径小于40㎜的砂砾、中砂粗砂或开挖出的良质土。7.3沟槽底必须回填质地良好、含水量适宜的原土,严禁回填、烂泥、砂砾石,沟槽内不得回填就地取砂石的筛余料,所有回填土根据不同的土质分别采用分层摊平、夯实、压实等方法达到设计规定的密实度要求。
7.4管道位于车行道下,铺设后即修筑路面或管道位于软土地层以及低洼、沼泽、地下水位高的地区时,沟槽回填应先用中粗砂将管底腋角部位填充密实后,再用中粗砂或石屑分层回填至管顶以上0.4m,再往上可回填良质土。7.5回填时应分层对称进行,每层回填高度不大于0.2m,以确保管道及检查井不产生位移。



恒塑管道有限责任公司经过近几年来的业务发展,本公司已具备 甘肃白银钢丝网架复合管类行业的实用技术,完善的服务体系,开拓出国内的广大应用市,服务于全国。


出现这样的情况,由于HDPE双壁波纹管的材质较硬,抗压强度和砖、泥等有一定的差距,因此管道和检查井的衔接处会发生断裂或封闭不况,管道运行因此存在隐患。回填压实不到位也是质量通病之一。 对此有明确要求,但在实际施工中,由于沟槽宽度有限、压实方法有限或缺乏有效的压实工具而造成关键部位压实指标达不到要求等诸多原因,导致管土不能共同作用,管道变形量大,使整个工程质量下降。
在施工中,施工人员直接在原状土地基上进行接头施工,之后用中粗砂将管道和原状土地基之间填实,这样容易使得接头之间的管道悬空,产生弧形弯曲,导致水流条件差,还会使接头落在原状土地基上,接头和管道出现变形和不一致。
在管道铺设过程中,已施工完成的基础层上随铺随挖凹槽,其长度、深度和宽度可以按照接头的尺寸来确定,管道接头连接完成后,马上用中粗砂进行回填并保证密实,这样就可以保证管道和接头均匀落在基础层上,同时管道还能保持顺直。
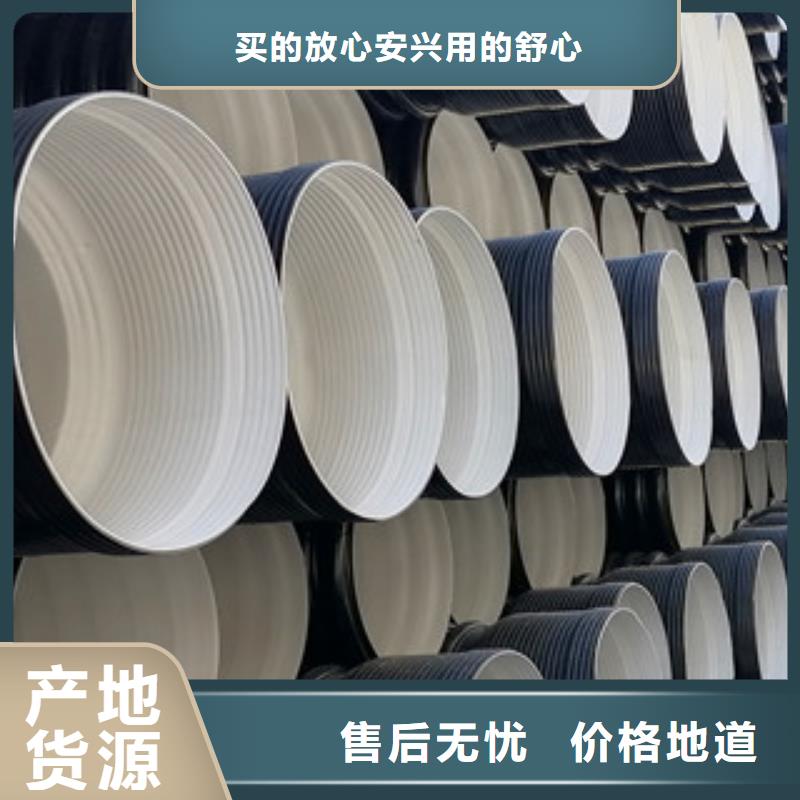
HDPE双壁波纹管如此受欢迎,原因之一就是它可靠。相比较纯塑管,双壁波纹管的环刚度更强,增强的钢带极易带给管材足够可靠的环刚度,这是其它管材所没有的。波纹管虽然外表带有波纹,但其内部十分光滑,这就降低了流体阻力,液体运输速度,且沉淀物不易在管道内聚集,清洁度也更高。
在施工中,施工人员直接在原状土地基上进行接头施工,之后用中粗砂将管道和原状土地基之间填实,这样容易使得接头之间的管道悬空,产生弧形弯曲,导致水流条件差,还会使接头落在原状土地基上,接头和管道出现变形和不一致。
在管道铺设过程中,已施工完成的基础层上随铺随挖凹槽,其长度、深度和宽度可以按照接头的尺寸来确定,管道接头连接完成后,马上用中粗砂进行回填并保证密实,这样就可以保证管道和接头均匀落在基础层上,同时管道还能保持顺直。
HDPE双壁波纹管如此受欢迎,原因之一就是它可靠。相比较纯塑管,双壁波纹管的环刚度更强,增强的钢带极易带给管材足够可靠的环刚度,这是其它管材所没有的。波纹管虽然外表带有波纹,但其内部十分光滑,这就降低了流体阻力,液体运输速度,且沉淀物不易在管道内聚集,清洁度也更高。



(3)、管材发脆①成型管材用原料中碳酸钙加入比份过高或润滑剂的加入比份不合理,应改进。在原料中适当加入一些类加工助剂,以熔料的凝胶率。②原料中水分或杂质含量超标,应对原料进行干燥处理或更换。
③成型管坯模具内压力不足,使管壁成型质量差,应改进模具结构。④成型管的熔料温度控制不,偏高或偏低的熔料温度都易使管定型后发脆,要注意塑化熔料的温度不要忽高忽低温度差过大。HDPE双壁波纹管厂家(4)、双壁波纹管的内外壁间黏附力差①成型模具内熔料温度偏低,应适当成型模具温度。
②原料中润滑剂比份过大,应适当降低润滑剂的加入量。③管坯冷却过快,两层料熔接不牢,注意适当调慢管坯冷却速度。(5)、管的内壁有纵向划痕①成型管内壁面的芯棒上有划伤痕或有残料黏附在工作面上,应修光划痕或除净芯棒工作面上残料。
③成型管坯模具内压力不足,使管壁成型质量差,应改进模具结构。④成型管的熔料温度控制不,偏高或偏低的熔料温度都易使管定型后发脆,要注意塑化熔料的温度不要忽高忽低温度差过大。HDPE双壁波纹管厂家(4)、双壁波纹管的内外壁间黏附力差①成型模具内熔料温度偏低,应适当成型模具温度。
②原料中润滑剂比份过大,应适当降低润滑剂的加入量。③管坯冷却过快,两层料熔接不牢,注意适当调慢管坯冷却速度。(5)、管的内壁有纵向划痕①成型管内壁面的芯棒上有划伤痕或有残料黏附在工作面上,应修光划痕或除净芯棒工作面上残料。
