
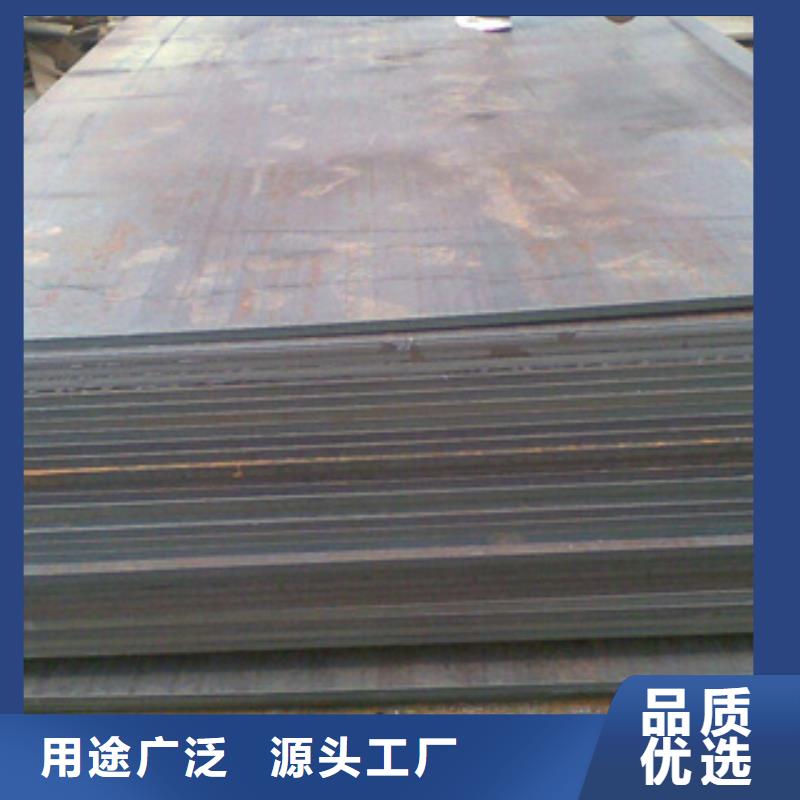


为了给您提供更的q345d高强板合金钢板加工产品信息,解锁q345d高强板合金钢板加工产品新体验,视频带你玩转每个细节!
以下是:q345d高强板合金钢板加工的图文介绍


复合耐磨板是一种用薄钢带卷成圆形钢板或异形截面钢板,并在其中填满一定成分的药粉,或在焊接钢板或无缝钢板中填满药粉,经拉拔制成的一种焊丝。复合耐磨板的电弧焊是利用连续送进的、可熔化的耐磨板与焊件之间的电弧所产生的高温,进行焊接的熔焊方法之一。 耐磨板电弧焊的电弧特性,基本上与熔化极气体保护焊相同;其熔滴过渡形式亦可为过渡、滴状过渡或纯短路过渡。耐磨板气体保护电弧焊复合耐磨板气体保护电弧焊与通常的熔化极气体保护焊的主要区别就在于耐磨板上,它除了采用辅助的外加保护气体以外,还有耐磨板熔化时产生的气体和熔渣的保护。 两种工艺所需的设备,包括焊在内,基本上是相同的。自保护耐磨板电弧焊这种方法与上述的复合耐磨板气体保护电弧焊的区别,主要是不用外加的辅助保护气体,依靠药芯熔化时产生的气体和熔渣保护熔滴和熔池。因此,这种方法称为自保护耐磨板电弧焊,所使用的焊丝称为自保护耐磨板。 自保护与辅助气体保护方法的区别还在于焊的形式和焊丝伸出长度。自保护方法中的焊丝伸出长度较长,有利于较高的熔敷速度,这是因为焊丝伸出部分较长而被电流预热得更好。自保护焊的焊,也可以与通常的熔化极气体保护焊焊相同,只是不通保护气而已目前国内多采用此种方式,因其方便而易行。



鑫邦源特钢有限公司是一家专业从事 四川巴中合金钢管的专业公司,有着多年 四川巴中合金钢管行业经验。欢迎新老客户电来咨询!我们本着“科技为本,质量取胜,客户至上”的经营理念,致力于为顾客提供专业的服务。鑫邦源特钢有限公司真诚期望与您的合作!


焊剂应具有良好的焊接工艺性能在规定的参数下进行焊接,焊接双金属耐磨板的过程中应保证电弧燃烧,熔合良好,过渡平滑,焊缝成形好,脱渣容易。焊剂应具有较低的含水量和良好的抗潮性出厂焊剂中含水质量分数不得大于0.28%。 焊剂在温度250℃、相对湿度70%的环境条件下,放置24h,吸潮率不应大于0.15%。控制焊剂中机械夹杂物焊剂中碳粒、铁屑、原料颗粒及其他夹杂物的质量分数不应大于0.35%,其中碳粒与铁合金凝珠的质量分数不应大于0.28%。 焊剂应有较低的硫、磷含量焊剂中硫、磷的质量分数一般为S0.066%,P0.085%。焊剂应有一定的颗粒度焊剂的粒度一般分为两种,一种是普通粒度,为5-0.45mm(8-40目);另一种是细粒度,为18-0.28mm(14-60目)。 组织与性能特点Cr13型和马氏体耐磨衬板,一般经调质热处理,金相组织为马氏体,随回火温度的不同,马氏体的强度、硬度及塑性可在较大范围内,以满足不同使用性能的要求。对于低碳、超低碳马氏体耐磨衬板以及超级马氏体耐磨衬板,经淬火和一次回火或二次回处理后,金相组织为低碳马氏体+逆变奥氏体复合相同组织。



xingt

埋弧焊接双金属耐磨板的缺陷及产生的原因:点:表面不均匀双金属耐磨板在做埋弧焊接当中,首先会出现的是宽度的不均匀,这种现象出现的原因一般都是在操作焊接当中速度上没有跟上,其次在做焊接当中,送丝的速度。 第二点:焊接余度大再有就是余度大,这种余度大产生的原因是在焊接当中电流过大或者电压低的原因,再有就是在焊接当中倾角度比较大,在运用焊丝焊接当中位置的不当,这种缺陷处理的办法,首先在焊接当中要调节焊接电流和电压,同时还要调节好位置和倾角。 第三点:焊接累积对于焊瘤这种缺陷,其实产生的终原因是在焊接双金属耐磨板当中焊接的速度很快,而且在焊接的角度上压力过大,同时在焊接的位置上处理不当造成的,而这种处理办法,一般还是要先调节好电压和焊接的速度,同时要注意焊接所出丝的速度。 第四点:焊接气孔在焊接当中出现气孔,对于埋弧焊也是常有的事情,那么双金属耐磨板的表面出现气孔的真正原因是,在焊接街头的表面灰尘较大,在处理焊丝当中没有用的焊丝,电压电弧过高的现象,运用第三方辅助焊。
