



想要一睹厂家优质9948薄壁无缝管声名远扬0635-8880141产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:厂家优质9948薄壁无缝管声名远扬0635-8880141的图文介绍


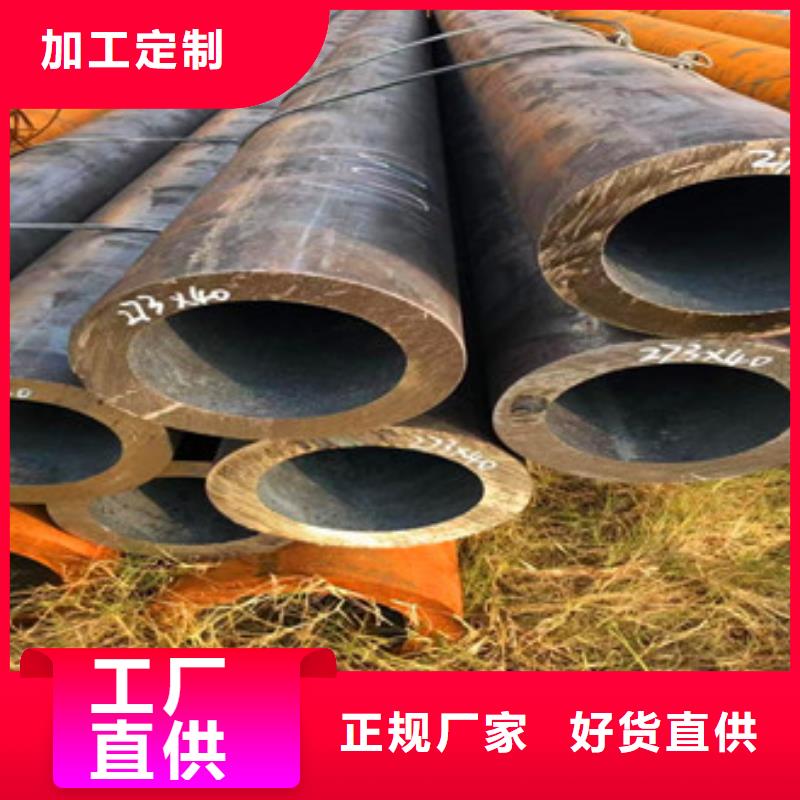
尺寸
A、公称尺寸:是标准中规定的名义尺寸,是用户和生产企业希望得到的理想尺寸,也是合同中注明的订货尺寸。
B、实际尺寸:是生产过程中所得到的实际尺寸,该尺寸往往大于或小于公称尺寸。这种大于或小于公称尺寸的现象称为偏差。
C、米重:每米重量=0.02466*壁厚*(外径-壁厚)
偏差和公差
A、偏差:在生产过程中,由于实际尺寸难于达到公称尺寸要求,即往往大于或小于公称尺寸,所以标准中规定了实际尺寸与公称尺寸之间允许有一差值。差值为正值的叫正偏差,差值为负值的叫负偏差。
B、公差:标准中规定的正、负偏差值值之和叫做公差,亦叫"公差带"。
偏差是有方向性的,即以"正"或"负"表示;公差是没有方向性的,因此,把偏差值称为"正公差"或"负公差"的叫法是错误的。
交货长度
交货长度又称用户要求长度或合同长度。标准中对交货长度有以下几种规定:
A、通常长度(又称非定尺长度):凡长度在标准规定的长度范围内而且无固定长度要求的,均称为通常长度。例如结构管标准规定:热轧(挤压、扩)钢管3000mm~12000mm;冷拔(轧)钢管2000mmm~10500mm。
B、定尺长度:定尺长度应在通常长度范围内,是合同中要求的某一固定长度尺寸。但实际操作中都切出定尺长度是不大可能的,因此标准中对定尺长度规定了允许的正偏差值。
以结构管标准为:
生产定尺长度管比通常长度管的成材率下降幅度较大,生产企业提出加价要求是合理的。加价幅度各企业不尽一致,一般为基价基础上加价10%左右。
C、倍尺长度:倍尺长度应在通常长度范围内,合同中应注明单倍尺长度及构成总长度的倍数(例如3000mm×3,即3000mm的3倍数,总长为9000mm)。实际操作中,应在总长度的基础上加上允许正偏差20mm,再加上每个单倍尺长度应留切口余量。以结构管为例,规定留切口余量:外径≤159mm为5~10mm;外径>159mm为10~15mm。
若标准中无倍尺长度偏差及切割余量规定时,应由供需双方协商并在合同中注明。倍尺长度同定尺长度一样,会给生产企业带来成材率大幅度降低,因此生产企业提出加价是合理的,其加价幅度同定尺长度加价幅度基本相同。
D、范围长度:范围长度在通常长度范围内,当用户要求其中某一固定范围长度时,需在合同中注明。
例如:通常长度为3000~12000mm,而范围定尺长度为6000~8000mm或8000~10000mm。
可见,范围长度比定尺和倍尺长度要求宽松,但比通常长度加严很多,也会给生产企业带来成材率的降低。因此生产企业提出加价是有道理的,其加价幅度一般在基价上加价4%左右。
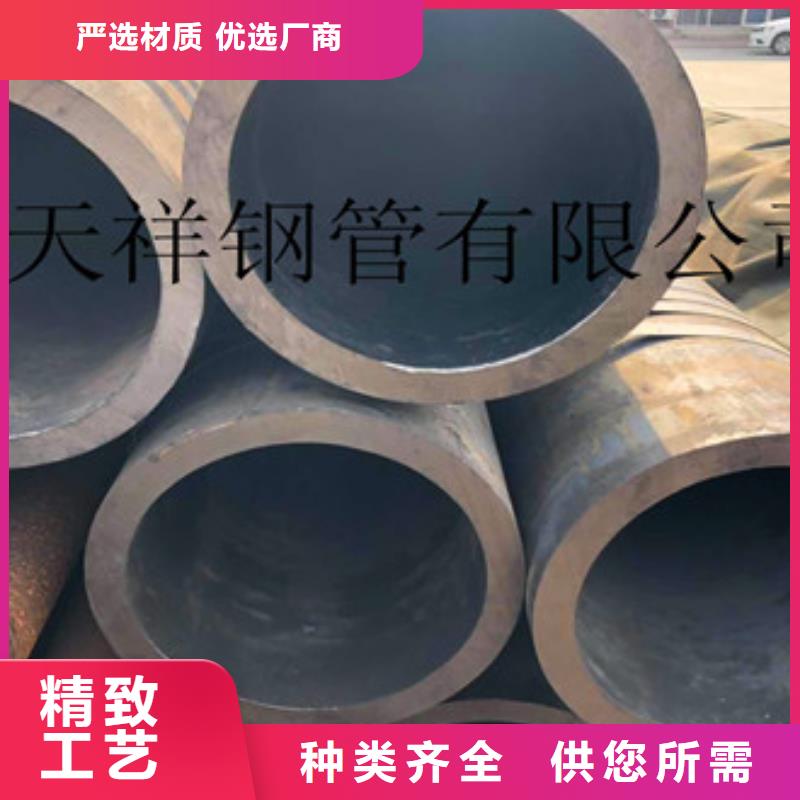
壁厚不均
钢管壁厚不可能各处相同,在其横截面及纵向管体上客观存在壁厚不等现象,即壁厚不均。为了控制这种不均匀性,在有的钢管标准中规定了壁厚不均的允许指标,一般规定不超过壁厚公差的80%(经供需双方协商后执行)。
椭圆度
在圆形钢管的横截面上存在着外径不等的现象,即存在着不一定互相垂直的外径和小外径,则外径与小外径之差即为椭圆度(或不圆度)。为了控制椭圆度,有的钢管标准中规定了椭圆度的允许指标,一般规定为不超过外径公差的80%(经供需双方协商后执行)。
弯曲度
钢管在长度方向上呈曲线状,用数字表示出其曲线度即叫弯曲度。标准中规定的弯曲度一般分为如下两种:
A、局部弯曲度:用一米长直尺靠量在钢管的弯曲处,测其弦高(mm),即为局部弯曲度数值,其单位为mm/m,表示方法如2.5mm/m。此种方法也适用于管端部弯曲度。
B、全长总弯曲度:用一根细绳,从管的两端拉紧,测量钢管弯曲处弦高(mm),然后换算成长度(以米计)的百分数,即为钢管长度方向的全长弯曲度。
例如:钢管长度为8m,测得弦高30mm,则该管全长弯曲度应为:
0.03÷8m×=0.375%



天祥钢管有限公司坐落于大东钢管城6号。优越的地理位置和便利的交通给公司的发展带来了充分的条件。本公司生产设备精良,工艺先进合理,检测手段齐全,技术力量雄厚;主营产品 四川巴中热镀锌方管,产品遍布全国各地,在同行业中名列前茅。产品销往全国各地,受到广大用户的好评。过硬的产品质量,优质的售后服务,是我公司不断的追求!您的满意是我们永远的承诺。欢迎新老客户光临惠顾!


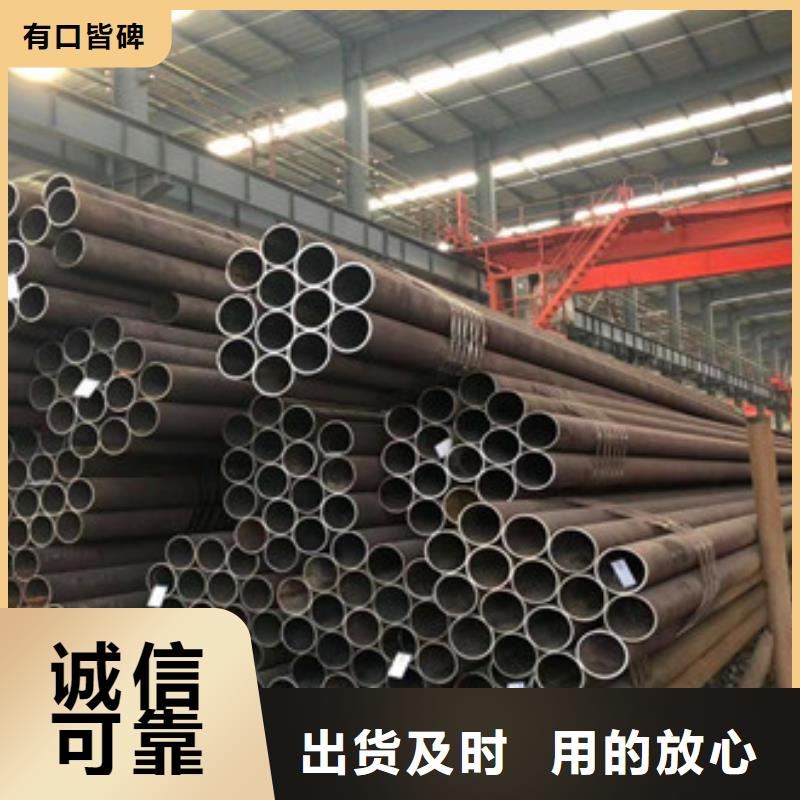
钢管分为 无缝钢管和焊接钢管。无缝钢管生 产过程是将实心管坯或钢锭穿成空 心的毛管,然后再将其轧制成所要 求尺寸的钢管。采用的穿孔和轧管 方法不同,就构成了生产无缝钢管 的不同方法。焊接钢管生产过程是 将管坯(钢板或带钢)弯曲成管状, 再把缝隙焊接起来成为钢管。因采 用的成型和焊接方法不同,就构成了生产焊接钢管的不同方法。
无缝钢管主要用热轧法生产。 挤压法主要用于生产难穿孔的低塑 性高合金钢管或异型钢管和复合金 属管。冷轧和冷拔法可将热轧管继 续加工成小直径和薄壁的钢管。焊接钢管工艺过程简单、生产 效率高、成本低、产品品种日益扩 大。无缝钢管和焊接钢管主要生产 方法见表1、2。
表1 无缝钢管和焊接钢管生产方法
| 生产方法 | 基 本 工 序 | ||
| 穿 孔 | 轧管 | ||
| 热 轧 法 | 在自动轧管机组上 轧制 | 圆管坯在二辊式穿孔机 上穿孔 | 在带回送辊的二辊式轧 管机上带短顶头轧制 |
| 在周期轧管机组上 轧制 | 圆钢锭或管坯在二辊式 穿孔机上穿孔; 方形或多角形钢锭在水 压机上穿孔 | 在带变断面孔型的周期 轧管机上带长芯棒轧制 | |
| 在连续式轧管机组 上轧制 | 圆管坯在三辊或二辊式 穿孔机上穿孔; 连铸方坯或方钢锭在二 辊式压力穿孔机上穿孔 | 在7~9架连轧管机上长 芯棒轧制; 附带张力减径机 | |
| 在三辊轧管机组上 轧制 | 圆管坯在二辊式穿孔机 上穿孔; 连铸坯在三辊式穿孔机 上穿孔 | 在三辊式斜轧机上带长 芯棒轧制 | |
| 在延伸轧管机组上 轧制 | 在二辊式穿孔机上穿孔 | 在带圆盘形拉力导辊的 二辊斜轧机上带长芯棒 轧制 | |
| 在行星式轧管机组 上轧制 | 采用铸造空心管坯 | 在行星式轧管机上轧制 | |
表2
| 生产方法 | 基 本 工 序 | ||
| 穿 孔 | 轧管 | ||
| 顶管法 | 在水压机上冲成杯形毛 管 | 在顶管机上顶制 | |
| 挤压法 | 管坯加热后在挤压机上 挤压成型 | 可继续轧制或拔制 | |
| 冷轧法 | 用热轧管料在冷轧管机 上轧制 | ||
| 冷拔法 | 用热轧或冷轧管料在冷 拔机上拔制 | ||
| 炉 焊 | 链式炉焊 | 加热的管坯通过焊管模 成型 | 成型同时焊接 |
| 连续炉焊 | 加热的管坯在辊式成型 焊接机上弯曲成型 | 成型同时焊接 | |
| 电 焊 | 电阻焊 | 在辊式成型机上连续弯 曲成型 | 在电阻焊管机上焊接 |
| 电弧焊 | 在压力机上压制成型或 在辊式弯曲机上卷曲成 型(直缝),在成型机上连 续弯曲成型(螺旋缝) | 在埋弧自动焊管机上焊 接 | |
| 电感焊 | 在辊式成型机上连续弯 曲成型 | 在电感焊管机上焊接 | |



焊接热影响区的组织大致可分为两类:不易淬火钢组织和易淬火钢组织。不易淬火钢组织变化后形成熔合区、粗晶区、重结晶区、不完全冲结晶区和时效脆化区;易淬火钢组织转变后形成崔获取、不完全淬火区和回火区。
管线钢属于不易淬火钢,焊接后热影响区的熔合区和粗晶区对母材性能损伤较大,易形成脆化,其损伤程度取决于母材的合金系统、焊前母材的原始组织状态和焊接规范参数等。对于低于X65钢级的管线钢,在线能量偏低时除产生铁素体和珠光体外,还易产生马氏体(M)、上贝氏体(Bu)和粒状贝氏体(Bg);在线能量偏高时,粗晶区除易产生铁素体和珠光体外,还易产生共析铁素体和魏氏组织。一般认为,上贝氏体、先共析铁素体和魏氏组织是造成脆化现象的有害组织。对于X70以上钢级的针状铁素体管线钢,粗晶区的组织主要为贝氏体(板条贝氏体和粒状贝氏体)、块状铁素体和先共析铁素体。在板条或块状铁素体间或块状铁素体的基体上存有MA岛。造成这种钢粗晶区韧性降低的主要因素是:
(1)MA组成物的相对量、尺寸和形态。Ma越多、尺寸过粗或过长,以及分布不均匀等使脆化现象严重。
(2)有效晶粒尺寸或者说母材的晶粒长大倾向。随着线能量的加大,不仅原奥氏体晶粒尺寸增大,而且二次结晶组织变粗、变大。板条铁素体的减少以及块状铁素体的增多成为粗晶区脆化的主要原因之一

