
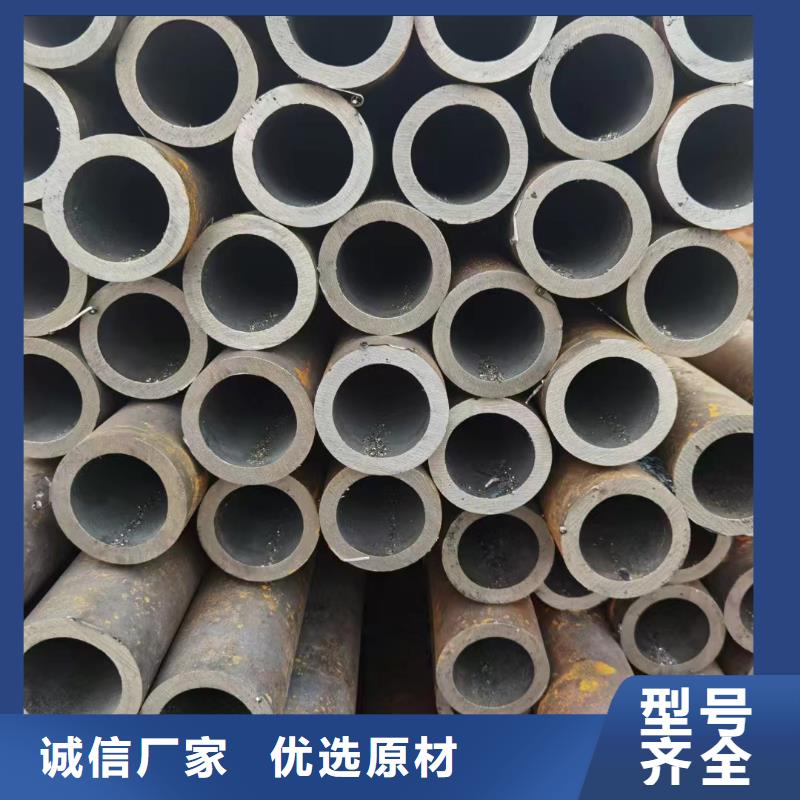


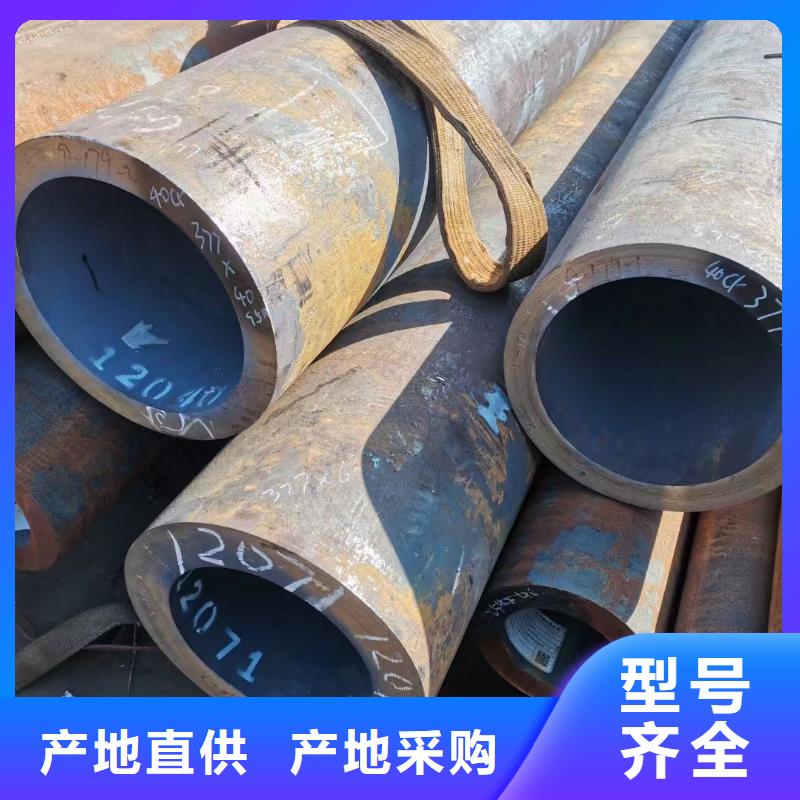
想知道12cr1mov无缝钢管机械加工项目产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:12cr1mov无缝钢管机械加工项目的图文介绍

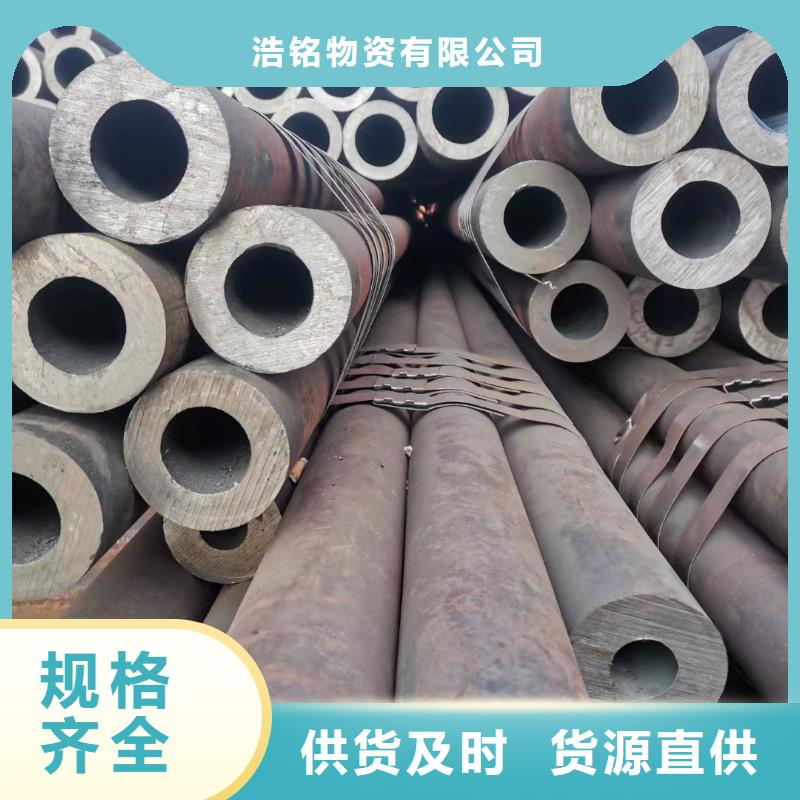
浩铭物资有限公司
页面所展示的 贵州毕节大口径钢管产品可销往江苏、上海、浙江、福建、安徽、江西、山东、山西、河北、河南、北京、天津、辽宁、吉林、黑龙江、内蒙、宁夏、陕西、新疆、青海、湖南、湖北、重庆、四川、贵州、云南、广东、广西、海南等省市和自治区。


贵州毕节65Mn合金钢管强度、硬度、弹性和淬透性均比65号钢高,具有过热敏感性和回火脆性倾向,水淬有形成裂纹倾向。退火态可切削性尚可,冷变形塑性低,焊接性差。 受中等载荷的板弹簧,直径达7-20mm的螺旋弹簧及弹簧垫圈。弹簧环。高耐磨性零件,如磨床主轴、弹簧卡头、精密机床丝杆、切刀、螺旋辊子轴承上的套环、铁道钢轨等。贵州毕节65Mn低合金钢管必须应具备高的弹性极限和高的屈强比,以避免弹簧钢在高载荷下产生 变形;同时还要求有良好的淬透性和低的脱碳敏感性,使弹性极限大幅度降低。以及良好的表面质量,在冷热状态下容易加工成形和良好的热处理工艺性。65Mn合金钢管在热状态下成型的弹簧热成型弹簧钢的热处理工艺。用这种方法成型弹簧钢多数是将热成型和热处理结合在一起进行的,而螺旋弹簧钢则大多数是在热成型后再进行热处理。这种弹簧钢的热处理方式是淬火+中温回火,热处理后组织为回火托氏体。65Mn合金钢管采用全新的理念和方法,创新性地进行稳定性控制技术开发对容易在这“0.4秒”时间里产生的“轧破、甩尾”等问题的形成机理进行认真分析,从减少轧辊受损、减少尾部跑偏等多个方面开展工作,经过3年多的软件程序开发、跟踪试验、评估、分析确定合理的工艺参数。



贵州毕节焊接合金钢管时很容易出现冷裂纹。此时,由于焊接时内应力比较大,裂纹的产生很容易影响焊接质量。如果比较严重,圆钢管的性能指标就会降低。控制一直是工程施工质量控制的重点和难点,如何合理避免此类问题。适当扩大电流量,降低冷却速度,有利于防止硬化机制的产生。焊接前加热避免了裂纹的产生,在一定程度上还具有改善性能的作用。控制固层温度,应略高于加热温度。合金钢管选择有效的焊接模式,严格按照工程图纸生产加工零件的焊缝。清理焊缝两侧的铁锈、水等,减少氡气的来源。合金钢管裂纹通常发生在封头焊道和焊根处,因此对定位的焊接长度、焊孔纵横比和间距也有相应的要求。如果在焊缝内强制完成精密定位焊接,焊接纵横比应低于焊缝深度的2/3,长度应超过40mm。如有必要,在精密定位焊前加热。焊接前检查精密定位焊接,如有裂纹排除重新焊接。精密定位焊的长度和间隔应取决于对接焊缝的厚度和结构的长度。为降低热应力,避免合金钢管焊接产生裂纹,安装时要防止强行组装。焊接前进行合金钢管加工工艺鉴定实验,明确加工工艺的主要参数。碱低氢焊丝E5Q/E55用于合金钢管的手工焊接;CO:气体保护焊可以使用药芯焊丝;弧焊可使用F5021-H08MnA焊丝,并按规定严格风干。风干温度为350-450℃。风干后在100-150℃保温1-1h,放入保温隔热筒中随时使用。合金钢管超低温焊接后,应进行缓冷。为了减缓焊接和热影响区的冷却速度,避免形成冷裂纹,应立即对焊接部位进行保温,即立即将焊接部位加热到250-350℃。℃,用石棉保温2~6小时后风冷,可减少焊接中过氧化物的量,避免冷裂纹。加热方式和总宽度与焊接前相同。



贵州毕节65Mn合金钢管属于常用弹簧钢,终热处理为淬火、回火。常用弹簧钢,终热处理为淬火、回火。该钢强度较高,淬透性较大,脱碳倾向小,但有过热敏感性,易出现淬火裂纹,并有回火淬性。在退火状态下切削加工性尚好,焊接性好,冷变形塑性低,带材可进行一般弯曲成型加工。贵州毕节65Mn合金钢管一般弹簧钢可用电炉、平炉或氧气转炉生产;质量较好或具有特殊性能的优质弹簧钢,用电渣炉或真空炉炼制;弹簧钢中碳、锰、硅等主要元素的规定含量范围较窄,冶炼时必须严格控制化学成分。硅含量较高时容易形成气泡等缺陷,钢锭锻轧后冷却不当时易产生白点。因此,冶炼用的原材料必须干燥,尽量除去气体及夹杂物,而且要避免钢水过热。贵州毕节65Mn合金钢管在注塑氮气弹簧中运用时需要注意,尤其需要在轧制加工时就特别注意脱碳和表面质量,钢材表面严重脱碳时,会显著降低钢的疲劳极限,对于高硅弹簧钢如70Si3MnA,应注意避免石墨化。因此,在热加工时停轧温度不应过低于(850℃),避免在石墨化较易形成的温度范围(650~800℃)内停留时间过长。

