


通圆钢管制造有限公司技术力量雄厚,在新环境下适应了市场经济环境,充满了活力和创造力。公司坚持 安徽亳州35crmo精密钢管质量为上、保证信誉和尊重用户的服务宗旨,发扬自强不息、拼搏不止、求实自爱和志在上等的企业精神,竭诚为广大用户服务。


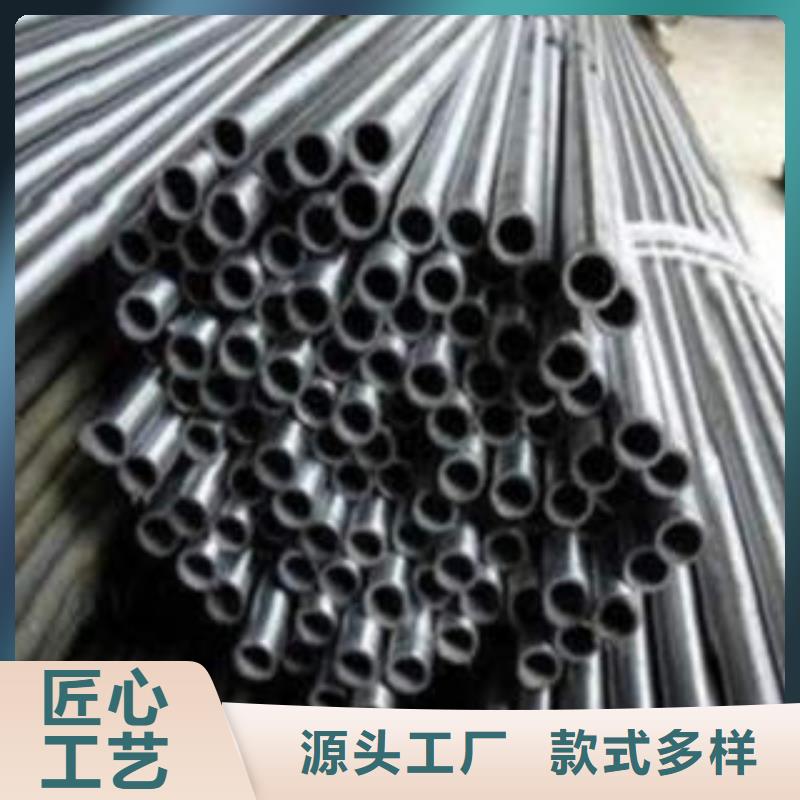
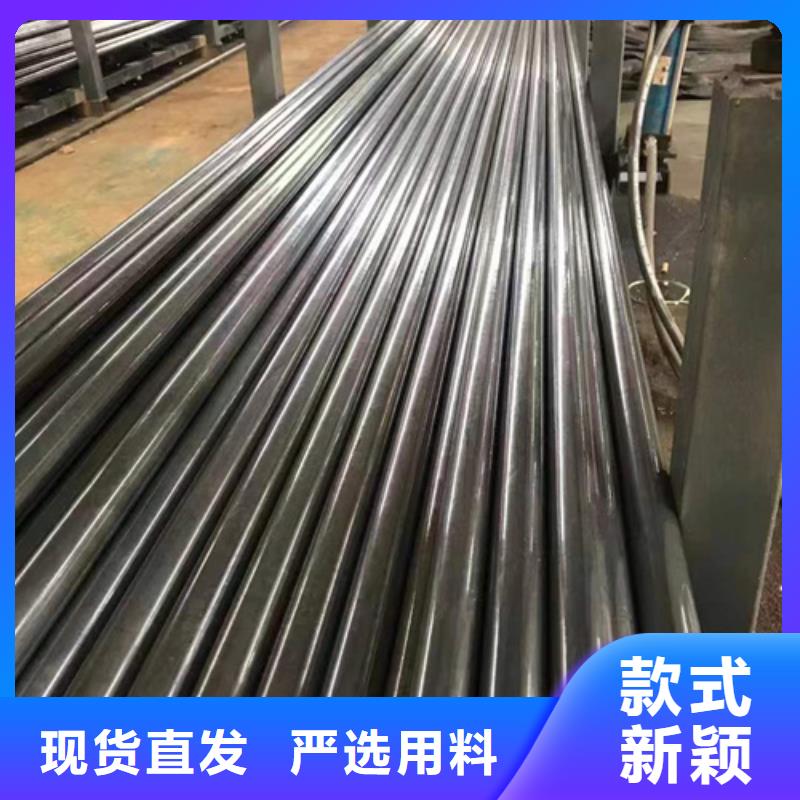
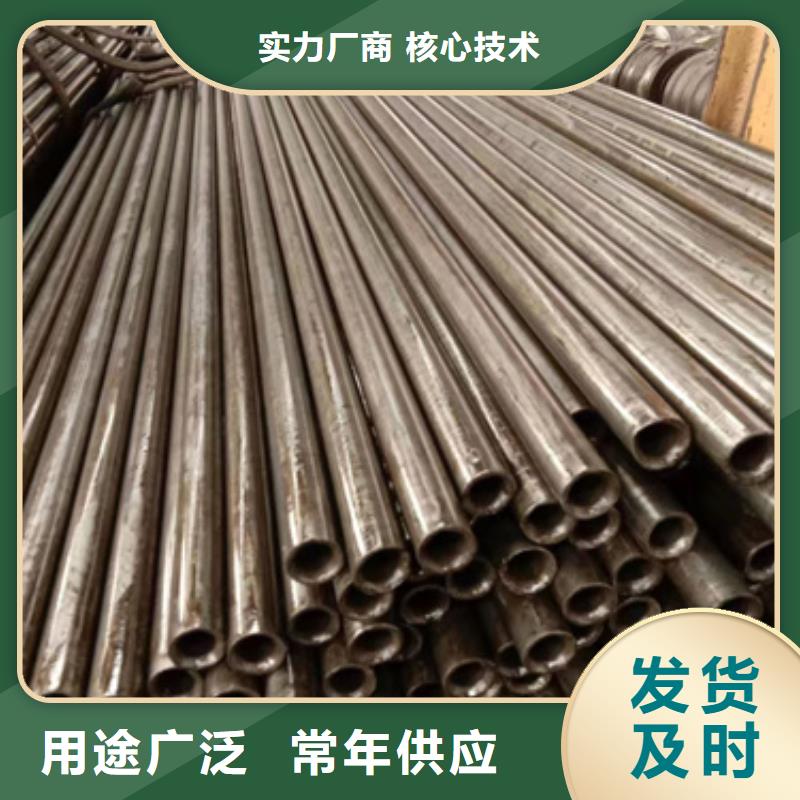
精轧管也叫冷轧精密钢管,是无缝钢管的一种生产工艺。 精轧管精轧管的特点: 1.冷轧精密钢管公差尺寸精度高,产品精度控制在±5mm,内外壁光洁度好,表面无氧化层。 2.冷轧精密钢管的综合性能优良,能承受高压,冷弯、扩口、压扁不开裂,不皱皮,能做各种复杂变形及机械加工处理。 3.精密无缝管的推广应用可以节约钢材,提高加工功效,减少加工工序和设备投资,可以节约费用和大大节约机械加工工时,提高生产量和材料利用率,同时有利于提高产品质量,降低成本。精轧管的用途:冷轧精密钢管广泛用于汽车、摩托车、电动车、石化、电力、船舶、航天、轴承、气动元件、中低压锅炉等领域。
城市 品 名 规 格 材质 精密钢管厂 价格
聊城 冷轧精密光亮管 29.7*6.5 45# 山东通圆钢管 5650
聊城 冷轧精密光亮管 32.5*6.65 45# 山东通圆钢管 5450
聊城 冷轧精密光亮管 36*7 45# 山东通圆钢管 5300
聊城 冷轧精密光亮管 40.5*7.5 45# 山东通圆钢管 5300
聊城 冷轧精密光亮管 46.5*8.5 45# 山东通圆钢管 5300
聊城 冷轧精密光亮管 24.4*5.8 45# 山东通圆钢管 6300
聊城 冷轧精密光亮管 27.4*5.56 45# 山东通圆钢管 5800
聊城 冷轧精密光亮管 31.8*7.6 45# 山东通圆钢管 5550
聊城 冷轧精密光亮管 33.6*7.1 45# 山东通圆钢管 5450
聊城 冷轧精密光亮管 37.4*7.4 35# 山东通圆钢管 5700
聊城 冷轧精密光亮管 41.4*7.6 45# 山东通圆钢管 5300
聊城 冷轧精密光亮管 47.8*8.6 45# 山东通圆钢管 5300
聊城 冷轧精密光亮管 16*2 20# 山东通圆钢管 7680
聊城 冷轧精密光亮管 18*3 20# 山东通圆钢管 7550
聊城 冷轧精密光亮管 19*3.76 20# 山东通圆钢管 7380
聊城 冷轧精密光亮管 24*3.5 20# 山东通圆钢管 5850
聊城 冷轧精密光亮管 22*4 20# 山东通圆钢管 5960
聊城 冷轧精密光亮管 20*3 20# 山东通圆钢管6500
聊城 冷轧精密光亮管 22*4.5 20# 山东通圆钢管 6350
聊城 冷轧精密光亮管 50*3 20# 山东通圆钢管 5350
聊城 冷轧精密光亮管 50*3 45# 山东通圆钢管 5400
聊城 冷轧精密光亮管 50*4.7 45# 山东通圆钢管 5350
聊城 冷轧精密光亮管 51*5.5 20# 山东通圆钢管 5300
聊城 冷轧精密光亮管 46*7 16mn 山东通圆钢管 5800
聊城 冷轧精密光亮管 44*13.5 20# 山东通圆钢管 5400
聊城 冷轧精密光亮管 42.5*6 20# 山东通圆钢管 5350
聊城 冷轧精密光亮管 43*3 20# 山东通圆钢管 5450
聊城 冷轧精密光亮管 45*7.5 45# 山东通圆钢管 5650
聊城 冷轧精密光亮管 40*4 20# 山东通圆钢管 5400
聊城 冷轧精密光亮管 45*3 20# 山东通圆钢管 5450
聊城 冷轧精密光亮管 73*6 20# 山东通圆钢管 5480
聊城 冷轧精密光亮管 76*4.5 16Mn 山东通圆钢管 5900
聊城 冷轧精密光亮管 76*3 16mn 山东通圆钢管 6050
聊城 冷轧精密光亮管 89*8 20# 山东通圆钢管 5600
聊城 冷轧精密光亮管 71*10 35crmo 山东通圆钢管 6500
聊城 冷轧精密光亮管 114*8 20# 山东通圆钢管 5800
聊城 冷轧精密光亮管 58*14 42crmo 山东通圆钢管 6580
山东通圆钢管制造有限公司(精密钢管厂)提供






