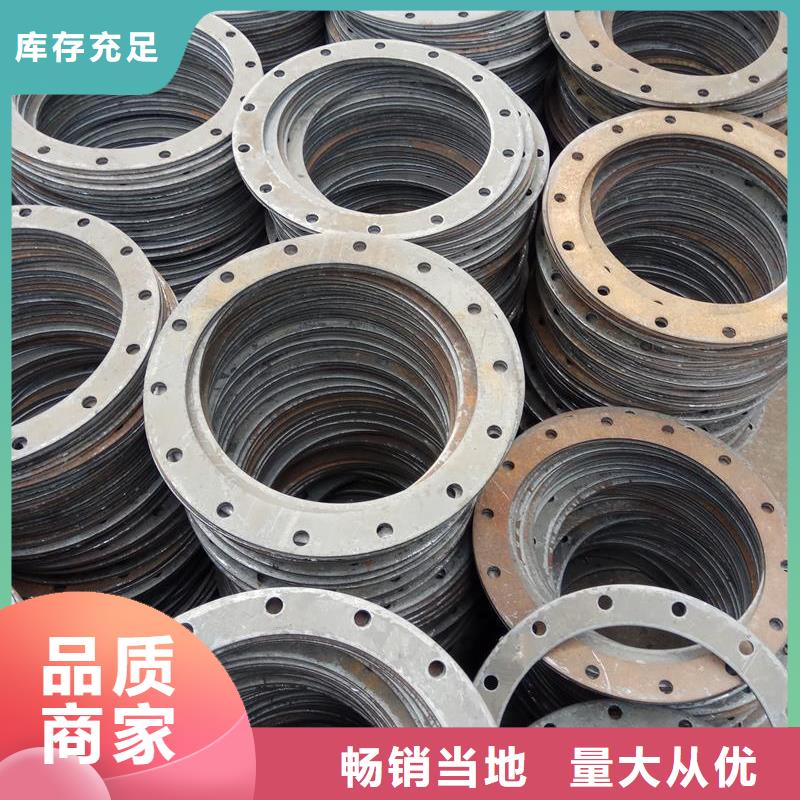
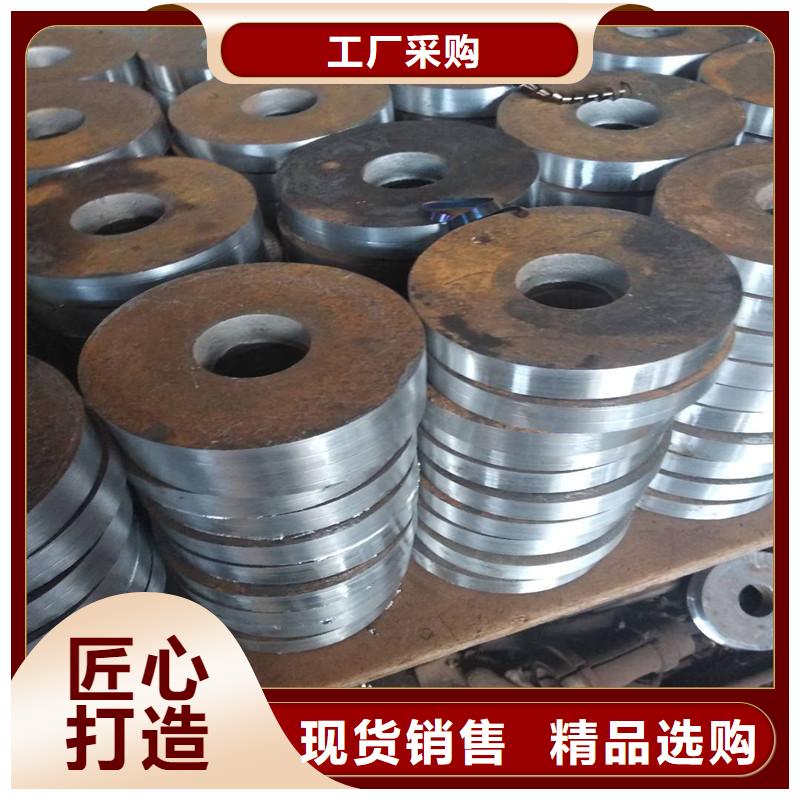
以下是:工厂发货法兰圆片加工法兰毛坯冲压件五金冲压件法兰毛坯的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 10000 |
|---|
| 运费说明 | 3天 |
|---|
| 品牌 | 山东 |
|---|
| 产地 | 聊城 |
|---|
| 用途 | 机械配件 |
|---|
| 产品特色 | 易加工,交货快,来图定做 |
|---|
| 可售卖地 | 全国 |
|---|
以下是:工厂发货法兰圆片加工法兰毛坯冲压件五金冲压件法兰毛坯的图文视频
工厂发货法兰圆片加工法兰毛坯冲压件五金冲压件法兰毛坯_金海金属材料有限公司,固定电话:13734465888,移动电话:13153807804,联系人:季经理,QQ:597671230,聊城开发区蒋管屯镇杜丹江路东首100号发货到湖南省 常德市 武陵区、鼎城区、安乡县、汉寿县、澧县县、临澧县、桃源县、石门县、津市 发货到 湖南省常德市。 湖南省,常德市 常德市先后获得中国旅游城市、卫生城市、园林城市、中国首届魅力城市、国际湿地城市、国际花园城市、全国交通管理模范城市、环境保护模范城市、中华诗词之市等称号。
为了让您更地了解我们的工厂发货法兰圆片加工法兰毛坯冲压件五金冲压件法兰毛坯,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:工厂发货法兰圆片加工法兰毛坯冲压件五金冲压件法兰毛坯的图文介绍


冲压件与铸件、锻件斗劲,存在薄、匀、轻、强的特性。冲压可制出此熟手径难于制造的带有增强筋、肋、盘曲或翻边的工件,以提高其刚性。由于驳回粗糙模具,工件精度可达米级,且精度高、规格一致,能够冲压出孔窝、凸台等。在实际生产中,常用与冲压过程近似的工艺性试验,如拉深性能试验、胀形性能试验等检验材料的冲压性能,以保证成品质量和高的合格率。
冲压配备除了厚板用水压机成形外,通常都采取凝滞压力机。以今世高速多工位凝滞压力机为焦点,设置装备配置开卷、成品收集、保送等凝滞以及模具库和快捷换模放置,并使用计算机法式管束,可组成高临蓐率高的被动冲压临蓐线。在每分钟临蓐数十、数百件冲压件的状况下,在短暂功夫内完成冲压、出件等工序,时常发生人身、配备和品质事变。因此,冲压中的临蓐是一个颇为紧要的题目



金海金属材料有限公司是一家专业生产各种规格 湖南常德精密管的厂家,目前国内 湖南常德精密管生产比较齐全的厂家之一。 专业的服务为客户创造尽善尽美的 湖南常德精密管,共创双赢的经营理念在客户心中享有崇高声誉。


现如今各行各业的发展,都离不开机械零件加工,这些配件的加工有很多种加工方式,冲压件加工就是其中一种方式。冲压件其实是以薄板五金的材质,经过冲压来实现客户所需要的款式及尺寸,由于冲压件生产成本低,应用广泛,因此求购冲压件厂家也很多。
由于冲压件大多是批量生产,一般应用到的电子行业、汽车制造行业及零配件行业等工厂需求量都比较大,因此对于求购冲压件加工服务商相对比较重视,要知道一旦产品投入使用,冲压件质量不过关是很麻烦的事情,甚至会影响企业的信誉,因此求购冲压件很多企业都会对冲压件加工厂进行考察,不管是规模还是生产设备,都是其考察的项目之一。
我们从一个小的冲压件加工厂,慢慢发展到如今拥有自己的独立厂房,在冲压件加工行业耕耘12年,无论是厂区规划还是生产设备都可以媲美一线加工厂。
且我们在生产方面有着一套完整的冲压件加工作业流程,从冲压件模具的制作到尺寸检测,冲压件的精准度可达到0.01mm。为了避免冲压件模具在生产过程中因为磨损而造成精准度不够等因素,操作人员会定期对冲压件模具进行维护和精准度测量,这样不但能够保证冲压件产品的质量,对模具的使用寿命及生产效率也会有所提高。对于求购冲压件的客户来说,也是非常有力的保障。
在这个网络发展的时代,很多信息在网上都是公开透明的,用户在网上搜索冲压件求购信息也是非常方便的。当然这对于冲压件加工厂家来说,透明化的网络信息,能寻求到更多的合作伙伴。泽宇五金在发展中也在一步一步接触网络,建立属于自己的网站信息,让更多的客户可以通过网上信息来找到我们。一个企业想要长期发展,质量是根本,服务是保障



弯件在五金冲压件中是比较常见的一种,但是对于有着多处折弯的产品应该怎样来确定折弯的顺序,今天为大家讲解一下关于连续折弯的五金冲压件的折弯顺序问题。
折弯一般顺序:
1、先短边,后长边:一般来说,四边都有折弯时,先折短边,后折长边有利于冲压件的加工和折弯模具的拼装。
2、先外围后中间:正常情况下,一般是从冲压件的外围开始向工件的中心折弯。
3、先局部后整体:如果冲压件内部或外侧有一些不同于其他折弯的结构,一般是先将这些结构折弯后再折弯其他部分。
4、考虑干涉情况,合理安排折弯顺序:折弯顺序不是一成不变的,要根据折弯的形状或冲压件上的障碍物适当调整加工顺序。
连续折弯冲压件在安照这四个原则设计好折弯顺序后,再检验一下能不能满足以下几个要求:
1、要考虑折弯机的刀具是否符合图纸R的要求。
2、要看折弯机的下刀或夹具是否挡住下次折弯的位置。
3、看上次折弯在本次折弯后,是否与折弯刀具和夹具刮蹭、碰撞。
4、看 要折弯的那一道是否与折弯刀具和夹具刮蹭、碰撞。
5、看是否可以利用上次折弯的尺寸做为下次折弯的定位基准。



冲压折弯件是冲压加工中非常常见的五金冲压件。在实际生产中,冲压折弯件的外观和尺寸经常不符合图纸上的标准。到底是什么什么环节出现了问题影响了冲压件的折弯尺寸?我们总结一下吧。
1.冲压原材料的原因
折弯件所采用的材料不同也会影响折弯件的形状与尺寸。这主要有两方面的原因:一方面是材料的力学性能、成分分布不均,则对于同一板料所折弯的冲压件,由于压力及回弹值不同,而使形状和尺寸尺寸产生偏差;另一方面,材料的厚度不均,也会使折弯的冲压件在尺寸与形状上有所差异。
2.冲压模具的原因
折弯冲压模具是折弯冲压件的工具,通常折弯冲压件的形状和尺寸取决于冲压模具工作部分的尺寸。冲压模具制造尺寸越精密,折弯件的形状尺寸就越精密。另外,冲压模具结构中采用的压料装置和定位装置的可靠性,对折弯件的形状与尺寸也会有较大的影响。
3.折弯工艺的原因
当折弯冲压件的工序增多时,由各工序的偏差所引起的累积误差也会增大。此外,工序前后安排顺序不同,也会对尺寸有很大影响。例如,对于有孔的折弯件,当先折弯后冲孔时,孔的形状和位置尺寸比先冲孔后折弯时要高得多。
4.工艺操作的原因
冲压模具的安装、调整及生产操作的熟练程度都会产生一定的影响。例如,送料时的准确性,钢板定位的可靠性,都会对折弯件形状及尺寸产生影响。
5.冲床的原因
在折弯时,冲床型号不同、吨位大小不同、工作速度不同等,都会使折弯件尺寸发生变化。此外,冲床本身的尺寸也会产生一定的影响。
6.折弯件本身的原因
折弯件形状不对称,或者其外形尺寸较大,都会在折弯过程中产生较大的偏差。针对以上主要原因,在实际生产中加以和修正,就能够生产出具有较高尺寸的折弯件。
在湖南省常德市采买工厂发货法兰圆片加工法兰毛坯冲压件五金冲压件法兰毛坯到金海金属材料有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:季经理-13734465888,QQ:597671230,地址:《开发区蒋管屯镇杜丹江路东首100号》。