

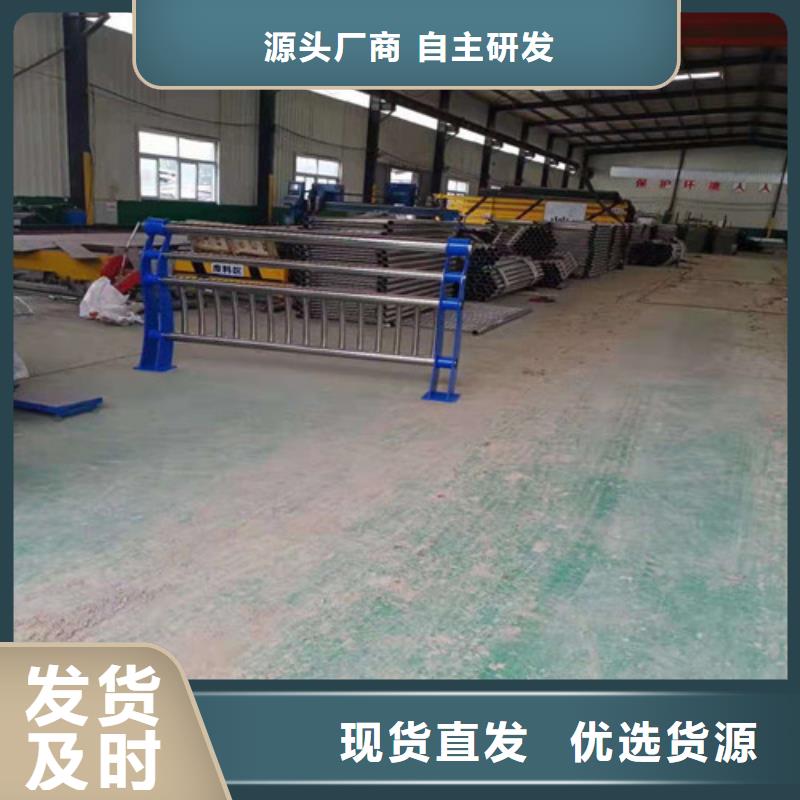





不锈钢管和不锈钢复合管的区别
不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。
不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生锈,不锈钢材质又分好几种200,201,300,301,304等,市场上一般为301材质,304的效果 ,其次301。
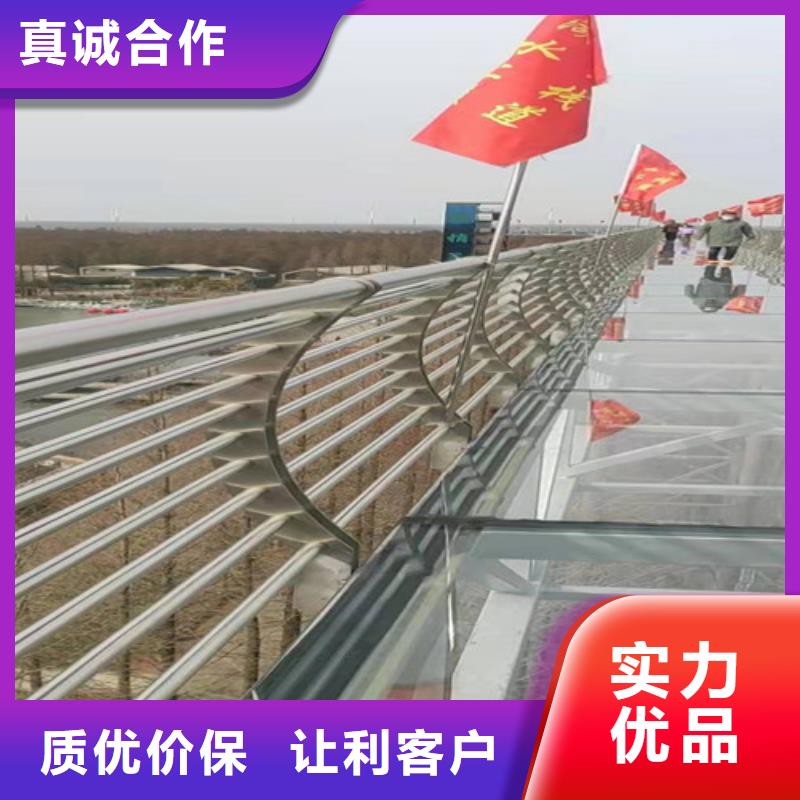
不锈钢复合管栏杆设置原则
(1)车辆驶出路外有可能造成二次特大事故的路段必须设置路侧护栏。
(2)凡符合下列情况之一、车辆驶出路外有可能造成单车特大事故或二次重大事故的路段必须设置路侧护栏:
① 二级及以上等级公路边坡坡度和路堤高度规定范围之内的路段;
② 路侧有江、河、湖、海、沼泽、航道等水域的路段。
(3)凡符合下列情况之一、车辆驶出路外有可能造成重大事故的路段,应设置路侧护栏:
① 二级及以上等级公路边坡坡度和路堤高度规定范围以内的路段;
② 高速公路、一级公路路侧净区内设有车辆不能穿越的照明灯、摄像机、可变信息标志、交通标志、路堑支撑壁、声屏障、上跨桥梁的桥墩或桥台等设施的路段;
③ 二级及以上等级公路路侧边沟无盖板、车辆无法穿越的挖方路段;
④ 三、四级公路路侧有悬崖、深谷、深沟等的路段



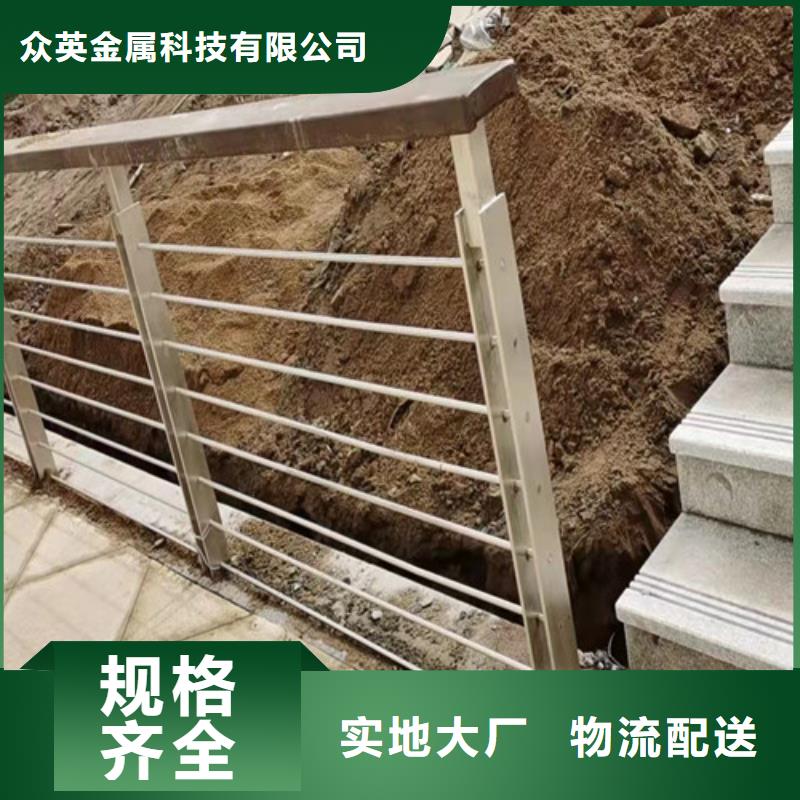
众英金属科技有限公司为您找到优质的 湖南长沙铸铁隔离栏杆立柱信息,在这您可以查看 湖南长沙铸铁隔离栏杆立柱报价、行情、参数、厂家介绍等,联系人:张经理,地址:开发区工业园


1,不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复层有必要向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开)和氧-乙炔火焰切开(从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
2,不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。
3,坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层中少熔入底层成分。
4,不锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大);当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层,常用焊材选用如下图:



锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话 是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
