



由于等离子弧具有电弧温度高、传热率大、稳定性好,熔深可控性强,通过调节相关的堆焊参数,可对堆焊层的厚度、宽度、硬度在一定范围内自由调整。等离子粉末熔覆堆焊后基体材料和堆焊材料之间形成融合界面,结合强度高。
堆焊层组织致密,复合耐磨钢板耐蚀及耐磨性好;基体材料与堆焊材料的稀释减少,复合耐磨钢板材料特性变化小;焊道平滑整齐,不加工或稍加工即可使用。利用粉末作为堆焊材料可提高合金设计的选择性,特别是能够顺利堆焊难熔材料,提高工件的耐磨、耐高温、耐腐蚀性或耐冲击性。
耐磨复合板精炼法可提高钢液的纯净度及满足连铸对钢液成分和温度的要求,能满足特殊钢、普通钢和铸钢等工业生产钢铁的质量要求,由于其结构简单、操作方便、功能多样化、投资少等优点,已经在我国得到了广泛应用,成为我国钢铁工业冶炼纯净钢的主要炉外精炼方法之一。耐磨板


二、主要性能
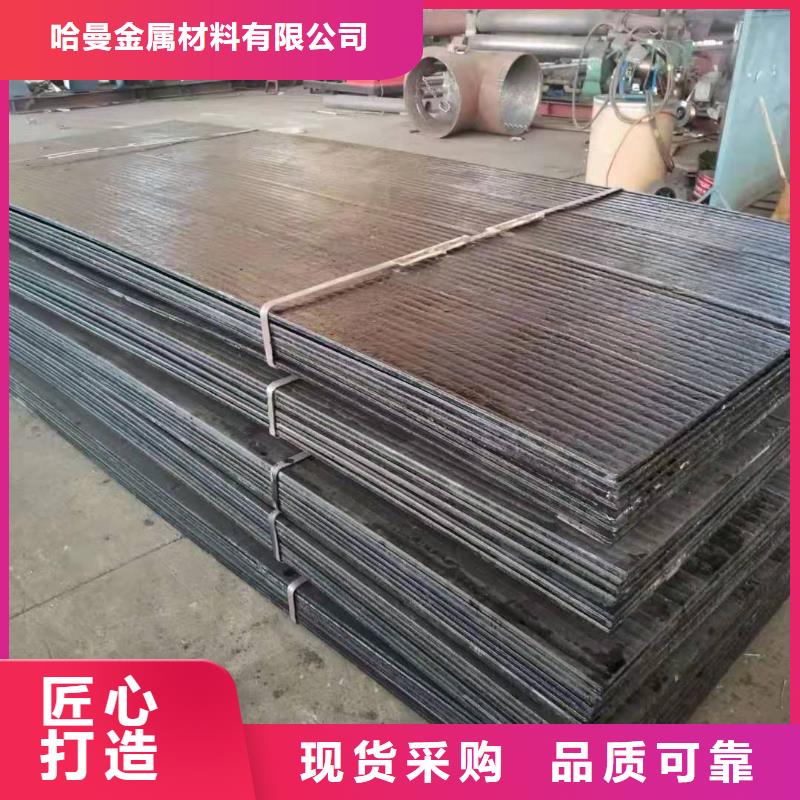
1、堆焊耐磨层金相组织为典型过共晶高铬合金铸铁,Cr7C3型初生相细小均匀,基体为Cr7C3与奥氏体、马氏体的共晶组织。六角形Cr7C3(复杂结构间隙化合物)相维氏硬度达HV1700,与基体配合表现出抗磨能力。
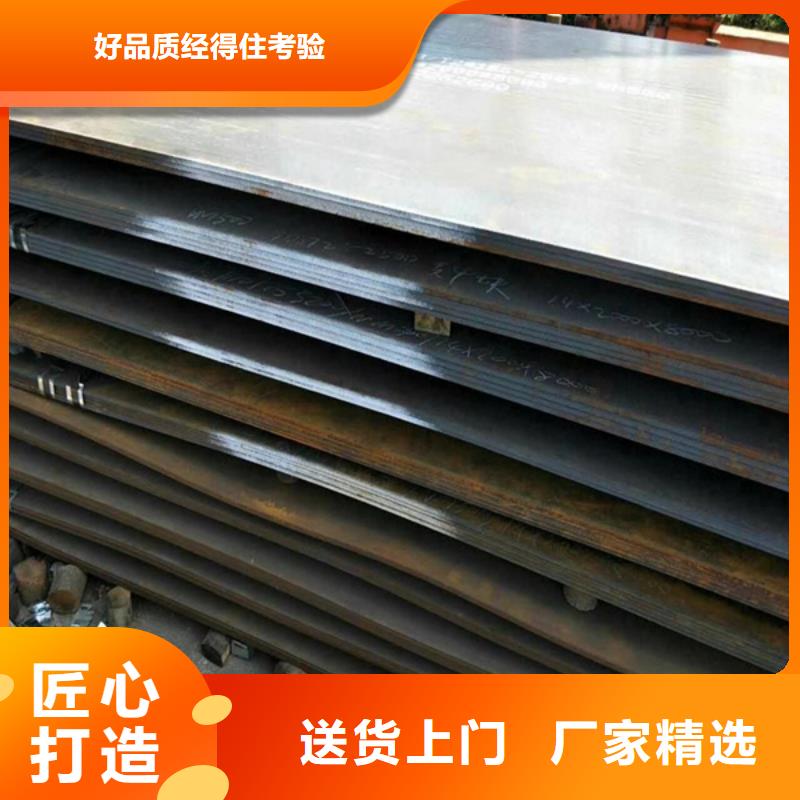
2、堆焊层硬度HRC50—62,单层堆焊层厚度3-10mm,基板厚度>5mm,复合板规格1.4m*3.4m。
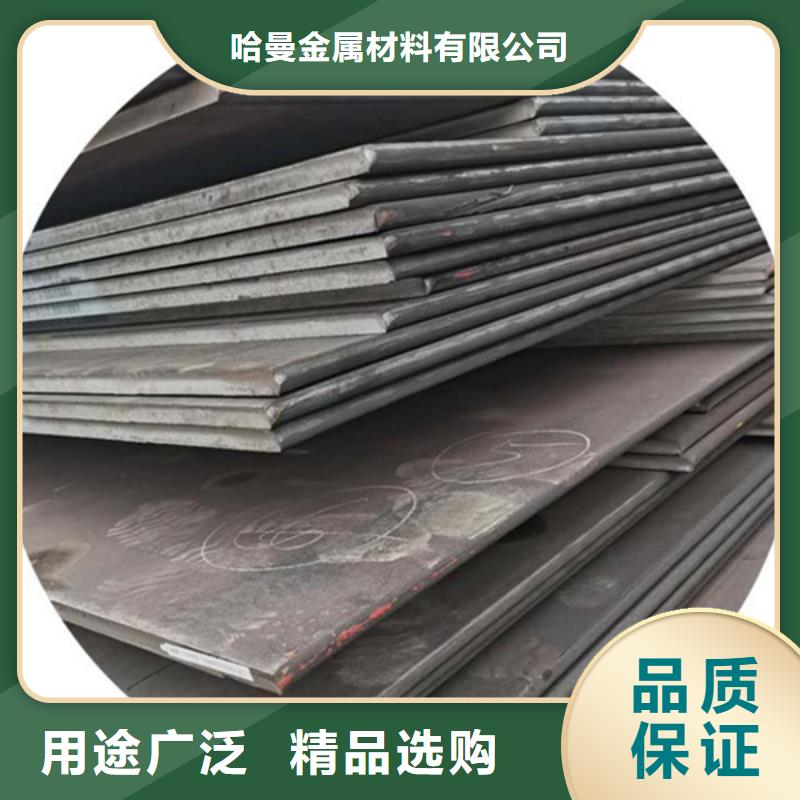
3、高铬复合耐磨钢复合钢板的抗拉与抗冲击性能不低于Q235钢板焊接接头性能。
4、高铬复合耐磨钢复合钢板的加工性能:可用空电弧或等离子弧、激光和高压水切割和打孔。可冷态成形或滚圆。冷滚圆时小曲率半径为复合板厚的20倍。可用塞焊、端面焊或螺栓连接的方法与需强化的工件连在一起。
5、复合堆焊板工艺还适合堆焊其它合金体系,可以根据用户需要选定。耐磨板



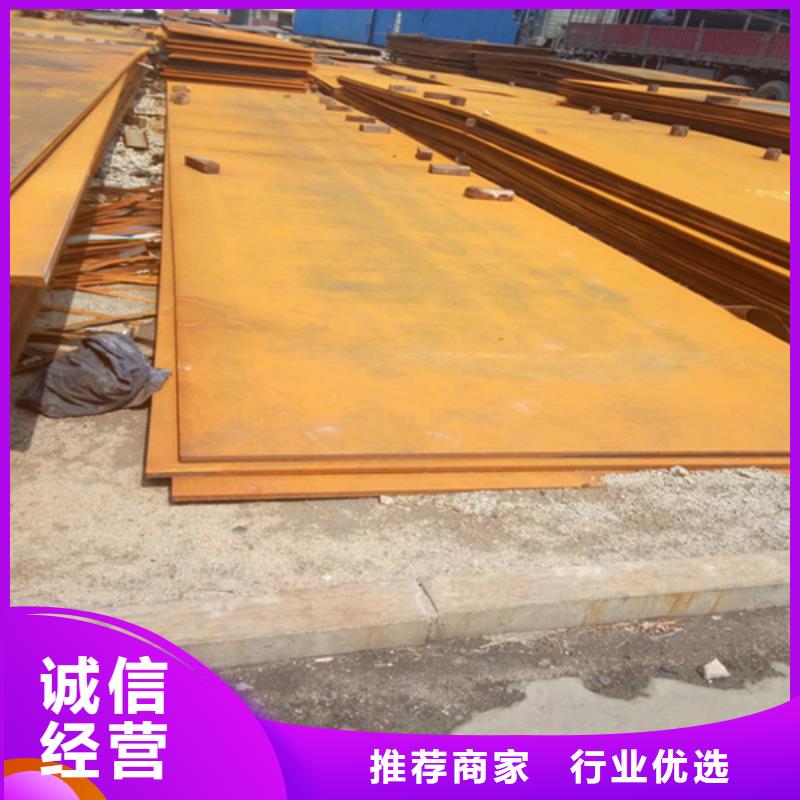
通常NM500耐磨板表面缺陷可能会有裂纹、划痕、结疤等几种情况,针对这些缺陷建议在生产中需要采取以下几种方法来避免:首先在对耐磨板加工的过程中一定要规范操作,要尽量防止出现一些比较大的夹杂物等现象。同时是在冶炼的过程中在脱氧状态良好的情况下一定要控制Al加入量。其实就是要检查一些耐磨板加工的相关工具,一定要确保这些工具没有轧辊、轧槽和导卫等现象,有问题的工具一定要及时的更换或是调整。避免对钢板加工的过程中产生一定的磨损等。
硼的添加。Fe一OB合金的熔点为1400℃,相对密度约7200k岁耐。硼是易被空气氧化和渗氮的原素,加前要对钢材熔液充足脱氨和固氮。假如苍硼耐磨损铸造件中另外带有钦,则硼在加钦后添加,钦可起固氮作用;假如没有钦,则在加铝终脱氨后添加,因铝的加能产生AIN,也可以起固氮作用。在一般NM500耐磨板中,硼做为营养元素添加,添加量并不大。Fe一B铝合金粒度分布以2一smm为宜,用报刊或薄铁包包好,当钢包中现有1/3一1/2的钢材熔液后资金投入包中,随钢材熔液冲进即被熔融。有的原则还能增大钢的淬透性,是钢淬火时,从表层起淬成马氏体层的深度,是取得良好综合性能的主要参数。除Co外,几乎所有合金元素如Mn、Mo、Cr、Ni、Si和C、N、B等都能提高双金属耐磨板的淬透性。



哈曼金属材料有限公司成坚持走品质与服务路线、生产优质 江苏常州复合耐磨钢板切割定制产品、做到贴心服务,追求 江苏常州复合耐磨钢板切割定制产品无忧服务的双重效果。

