


304不锈钢桥梁护栏如何选购的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:304不锈钢桥梁护栏如何选购的图文介绍

公路隔离栅材质必须选用性好、片。大部分公路隔离栅,都是经过拉丝或是处理后的,具有一定的耐腐、使用特性。市场占有率较为好的的材质有PVC隔离栅、低碳钢丝隔离栅、镀锌丝隔离栅。另外,这些材质经过一定的编织、加上立柱的安装,更加可靠。 可以在众多建筑物群体、高速公路两侧安装使用。针对些已经发生破损、腐蚀程度较为严重的出入口公路隔离栅地段,应当及时更换,严重变形的产品更是不能长久的使用在高速公路两侧。建议在出入高速路口当中,应当注意避让进出入车辆,避免发生碰撞,也是对于高速公路隔离栅有效的保养、方式。 如何防腐呢为了大家的,请您来了解一下吧:具有美观、实用、方便运输和安装地形适应性强,与立柱连接位随地面起伏可上下;横向四道折弯加强筋,在整体成本增加不多的同时,使网面强度和美感显著增加,是目前国内之一。 主要市场、铁路封闭、生活区围栏、区隔离栅表面处理采用优质粉料,产品造型精美,镀膜均匀、光洁、色彩、镀层牢固、防酸碱腐蚀、抗老化性能好,10-15年镀层不会自行退色、脱落,冲洗后光亮如新、使用寿命长,免于,是金属涂漆、镀锌或静电喷涂制品的换代产品。


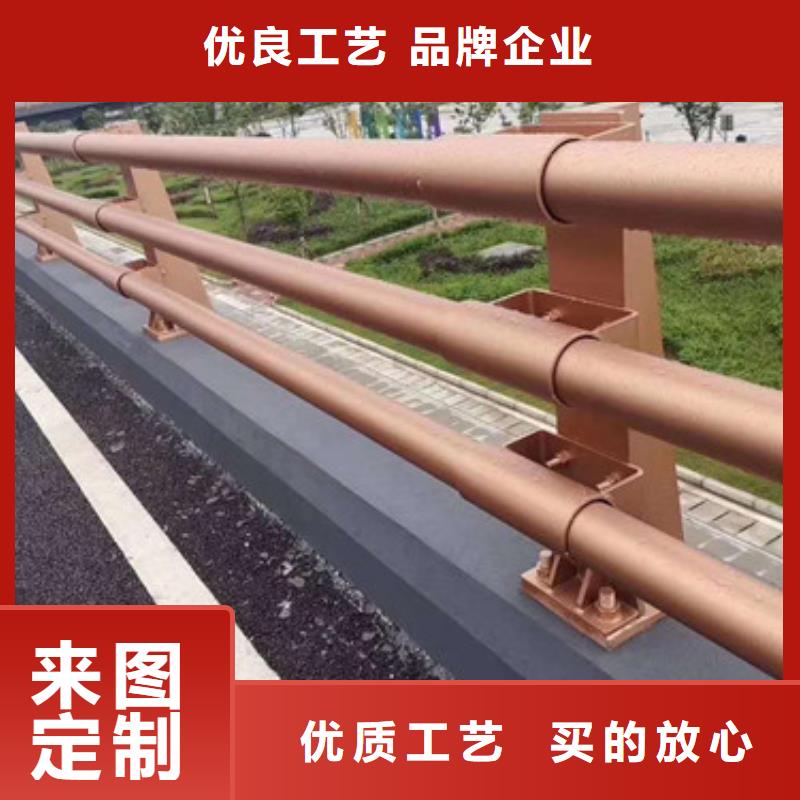
桥梁灯光护栏在桥梁上起到了非常积极地作用,它有利于防撞,防止车辆和行人被撞入河水中。不锈钢防撞栏划分方法很多可按构造特征、防撞性能等划分,按设置位置可分为桥侧护栏、桥梁中央分隔带护栏和人行、车道分界处护栏;按构造特征可分为梁柱式护栏、钢筋混凝土墙式扩栏和组合式护栏;按防撞性能可分为刚性护栏、半刚性护栏和柔性护栏。为了使得桥梁防撞护栏防撞的效果更好,就要实现桥梁防撞护栏的防撞能力,而要想提到这个能力,必须要从设计进行出发,设计出来科学和良好地产品,实现出来更大的优势(解释:能压倒对方的有利形势)和作用。在设计上应该进行呢? 桥梁灯光护栏结构设计必须可靠,栏杆底座应设置锚筋,其强度(strength)应满足 标准要求。桥梁护栏应根据公路等级,综合考虑其性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。栏杆强度(strength)应满足:车辆以80KM/H的速度,与栏杆成15?角发生碰撞,不落河。栏杆造型、色调与周围环境协调,对重要桥梁宜作景观设计。当桥梁跨越快速路、城市轨道交通、快速干线、铁路干线等重要交通通道时,桥面人行道栏杆上应加设护网,护网高度不应小于2m,护网长度宜为下穿道路的宽度并各向路外增加10m等等。桥梁栏杆要求采用无机复合型混凝土(Concrete)桥梁组合栏杆,每2米为一榀,分别由立柱、扶手、托梁、栏片等构件组成。立柱截面尺寸为120㎜?120㎜,高度分为1180㎜,和1080㎜(铁一院)两种;扶手顶宽100㎜,底宽106㎜,高100㎜;托梁顶宽100㎜,底宽110㎜,高100㎜;扶手、托梁与栏片连接表面设置栏片安装插槽,插槽深度15㎜。满足栏片安装后,端部位于横梁内配置(deploy)纵向钢筋(英文:steel bar)的下部,同时插槽处箍筋加强,防止出现裂纹。扶手与立柱处连接,端部预留钢筋(英文:steel bar),立柱顶部设置扶手卡槽,卡槽深度110㎜,宽60㎜,同时柱顶预埋钢筋,外漏长度170㎜,扶手通过卡槽与立柱固定,并通过柱顶预埋钢筋连接两侧横梁及柱帽,钢筋埋入立柱深度满足锚固要求。立柱与桥梁遮板通过预埋钢板连接,立柱下采用预埋Q235钢板,厚10㎜,钢板与立柱主筋焊接,焊接采用手工电弧焊,所有外漏钢板采用锌(zinc)铬(Chromium)涂层防护体系进行防腐处理等等。 以上是桥梁灯光护栏设计的时候应该注意的问题和相关的要点供大家进行参考,对于桥梁防撞护栏更多的信息请咨询我们的专业技术人员,这样的话就能够获得更大的作用,实现更好地效果。不锈钢防撞栏划分方法很多可按构造特征、防撞性能等划分,按设置位置可分为桥侧护栏、桥梁中央分隔带护栏和人行、车道分界处护栏;按构造特征可分为梁柱式护栏、钢筋混凝土墙式扩栏和组合式护栏;按防撞性能可分为刚性护栏、半刚性护栏和柔性护栏。



金悦源金属材料有限公司是一家专业生产 广东潮州桥梁防撞护栏的现代化企业。公司位于开发区蒋官屯工业园内,位置优越,交通便利。公司技术力量雄厚,产品规格齐全。目前,公司生产 广东潮州桥梁防撞护栏
我们始终为客户提供好的产品和技术支持、健全的售后服务。


对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。


