





不要错过这部精心制作的桥梁防撞栏杆产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
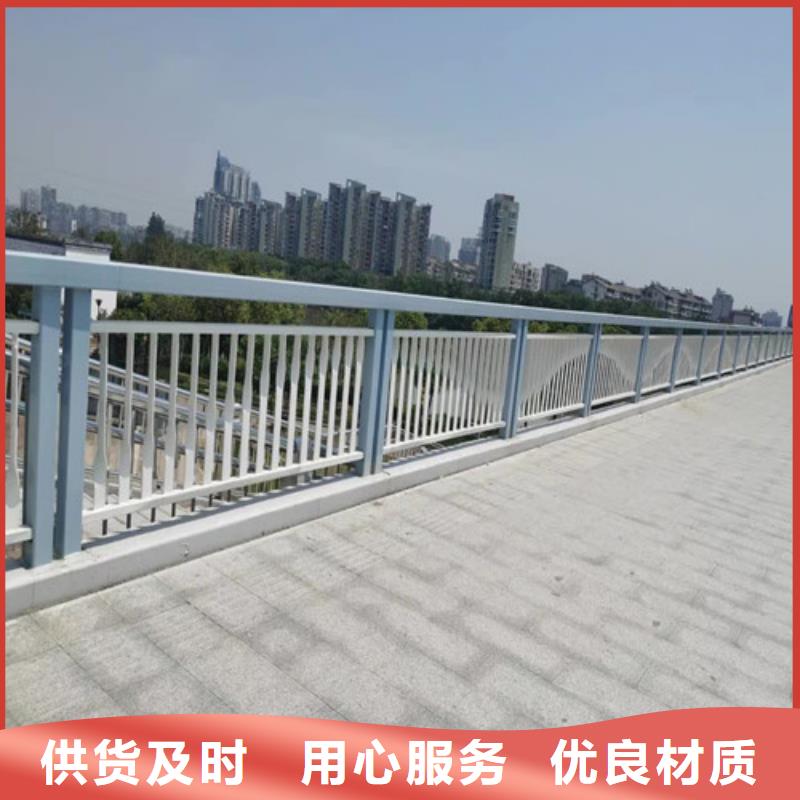
以下是:桥梁防撞栏杆的图文介绍
卓越不锈钢复合管护栏有限公司秉承,品质、客户致上的服务宗旨。愿与客户永远站在同一战线,为客户提供好 云南楚雄道路隔离护栏产品,尽大努力为客户结约成本。 客户永远是我们的贵人,是我们的朋友。卓越不锈钢复合管护栏有限公司致力于客户关系建设,以诚实守信,合作负责赢得客户的赞赏。我们的成功归功于客户对我们的信任与选择;成就客户才能成就自己,感动自己才能感动客人。


不锈钢复合管是由基层和复层组成,基层为20#钢的碳钢管,复层为0Gr19Ni9的不锈钢管。通过在不锈钢复管内壁施加高压,使其与基管达到紧密接触,形成完全贴合的内衬层。复合后满足结构强度及钢性的要求,复层满足耐腐蚀性要求。基层厚度一般较大,其主要作用是承受介质压力;复层厚度一般较小,只占总厚度的10 %~20 %,从而达到低成本高收益,基层材质为20#钢,属于优质低碳钢,是压力容器和压力管道的常用钢材,具有较高的强度,良好的塑性及韧性,焊接性很好。复层材质为0Cr19Ni9,属于奥氏体不锈钢,具有优异的耐腐蚀性,良好的工艺性能和焊接性能
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。



几乎所有不锈钢冷加工工艺以及焊接,会都给性能的不锈钢管,不锈钢复合管.特别是耐腐蚀或热不可避免损害性能。不锈钢钢尤其是奥氏体不锈钢具有良好的延性,如冷拔,冷轧、 冷轧、 冷湾冷过程如感冒,感冒肿胀、 变形很容易实现,不到固溶处理后的具体情况。
1,导致晶格的位错,如材料缺陷和增加表面粗糙度和诱导马氏体相变换和碳化物析出。奥氏体钢冷加工后显示增加磁现象。
2,在晶格中导致脱位或阶段改变材料表面上的,并且成为如点蚀的起始位置的局部的腐蚀。减少变形程度的 20%部分中这种现象发生时率直接的不利影响。
3,寒冷将离开材料中的残余应力和残余应力在材料上抗应力腐蚀开裂 (SCC) 极为不利。任何程度的冷加工材料的 SCC 敏感性很大。
4、 程度的冷加工的奥氏体不锈钢高温强度也有负面的影响。一般业务更高的温度或破裂的生活要求更高,让更多低级别的冷工作。
5,这头熊,交变载荷作用的不锈钢管,冷由于伸长及剩余伸长率降低了裂纹扩展速率的不利影响。
综上所述,不锈钢焊的管生产必须的固溶体和光,以确保耐腐蚀的不锈钢焊管,以实现性能并防止碳化物的奥氏体沉淀。
1,导致晶格的位错,如材料缺陷和增加表面粗糙度和诱导马氏体相变换和碳化物析出。奥氏体钢冷加工后显示增加磁现象。
2,在晶格中导致脱位或阶段改变材料表面上的,并且成为如点蚀的起始位置的局部的腐蚀。减少变形程度的 20%部分中这种现象发生时率直接的不利影响。
3,寒冷将离开材料中的残余应力和残余应力在材料上抗应力腐蚀开裂 (SCC) 极为不利。任何程度的冷加工材料的 SCC 敏感性很大。
4、 程度的冷加工的奥氏体不锈钢高温强度也有负面的影响。一般业务更高的温度或破裂的生活要求更高,让更多低级别的冷工作。
5,这头熊,交变载荷作用的不锈钢管,冷由于伸长及剩余伸长率降低了裂纹扩展速率的不利影响。
综上所述,不锈钢焊的管生产必须的固溶体和光,以确保耐腐蚀的不锈钢焊管,以实现性能并防止碳化物的奥氏体沉淀。



