

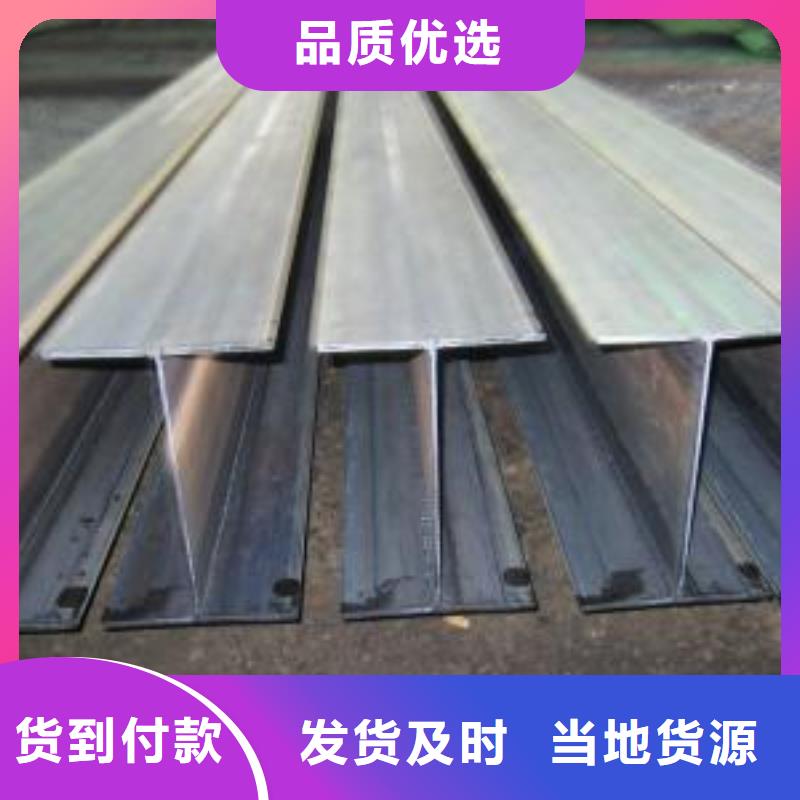


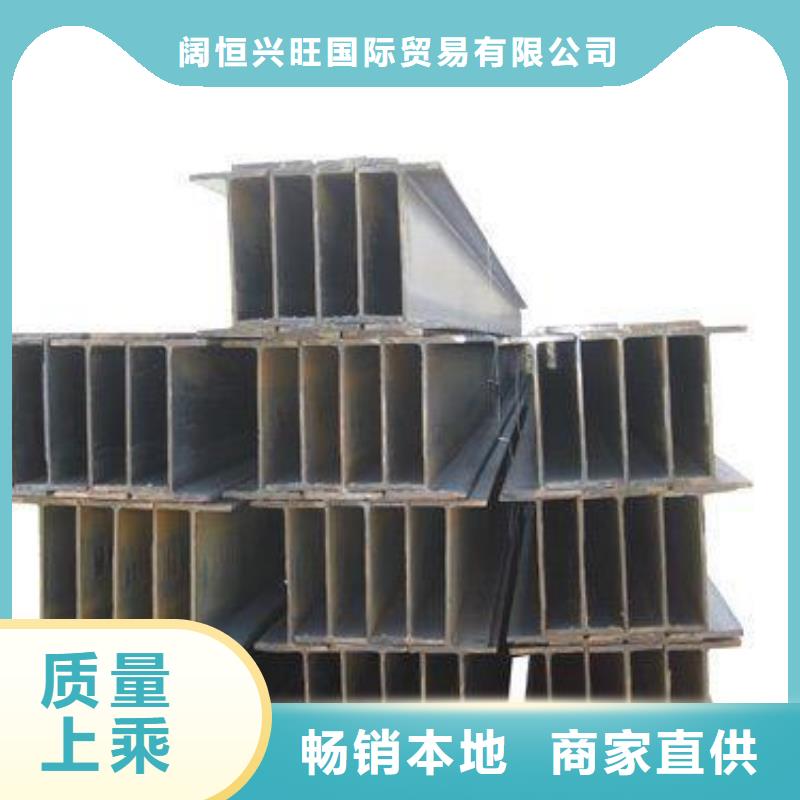
想要一睹Q235镀锌H型钢可订货产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:Q235镀锌H型钢可订货的图文介绍
阔恒兴旺国际贸易有限公司坚持“用专业说话”的设计哲学及丰富的视野,始终聚焦客户需求,坚持自主研发,坚持以人为本,注重人才培养,致力于企业文化建设,全体员工精诚团结、不断创新;并与国内外数千家企业建立了长期稳定的合作关系,力争为用户提供优质的 安徽滁州紫铜排产品、优质的服务,的解决方案,为我国 安徽滁州紫铜排行业的发展做出巨大的贡献。

不过工字钢因为工艺老练,加工比H型钢简单得多。并且平等EIx的情况下,延米分量工字钢要比H钢轻多了,并且承重较大的H钢梁一般都要加肋板,加工较困难。所以在能用工字钢的情况下,尽量用工字钢。夹杂是指在H型钢的断面上有肉眼可见的分层,在分层内夹有呈灰色或白色的杂质,经低倍或高倍检验,这些杂质通常为耐火材料、保护渣等。造成夹杂的原因是在出钢过程中有渣混入钢液。或在铸锭过程中有耐火材料、保护渣混入钢液。夹杂会破坏H型钢的外观完整性,降低钢材的刚度和强度,使得钢材在使用中开裂或断裂。这是一种不允许有的钢材缺陷。结疤结疤是一种存在于钢材表面的鳞片状缺陷。结疤有与钢材本体连在一起的,也有不连为一体的。造成结疤的主要原因是浇铸过程中钢水喷溅,一般是沸腾钢多于镇静钢。局部、个别的结疤可以通过火焰挽救,但面积过大、过深的结疤对钢材性能影响较大,一般只好判废。

因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用 轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用 轧机尚不能对翼缘边端施以压下。这样就需要在 机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组。每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。


安装时保证成常见的表面成处于干燥状态,下雨天气应当避免。H型钢组立焊接H型钢在组立前应标出翼板中心线与腹板定位线,同时检查翼缘板、腹板编号、 材质、尺寸、数量的正确性,合格后方可进行组立。在H型钢自动组立机上进行组立时,先进行翼缘板与腹板的T型组立,并进行定位焊接。然后将T型与翼缘板组立成H型。组立时翼缘板的拼接缝与腹板拼接缝应错开200mm以上。H型钢进行胎架组装时,组装用的平台和胎架应符合构件装配的精度要求,并具有足 够的强度和刚度,组装前需经专职人员验收合格后才能使用。焊接H型钢组立时定位焊缝严禁出现裂纹或气孔,定位焊必须由持相应合格证的焊工施焊,所用焊接材料与正式施焊相同。定位焊需要预热时,预热温度应高于正式施焊预热 温度。



