


小口径无缝钢管40cr实体厂家视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
以下是:小口径无缝钢管40cr实体厂家的图文介绍

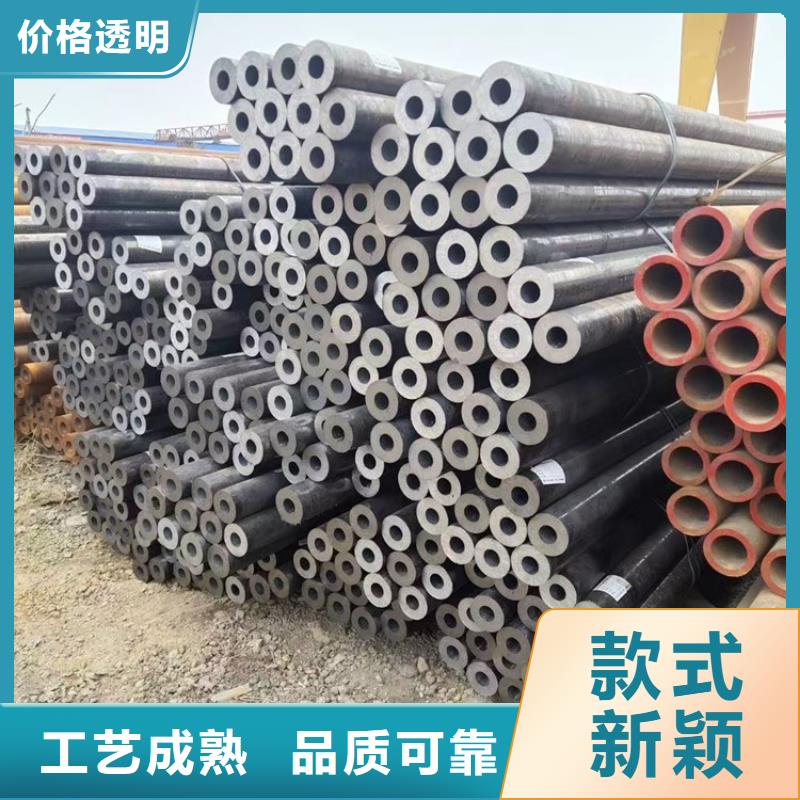
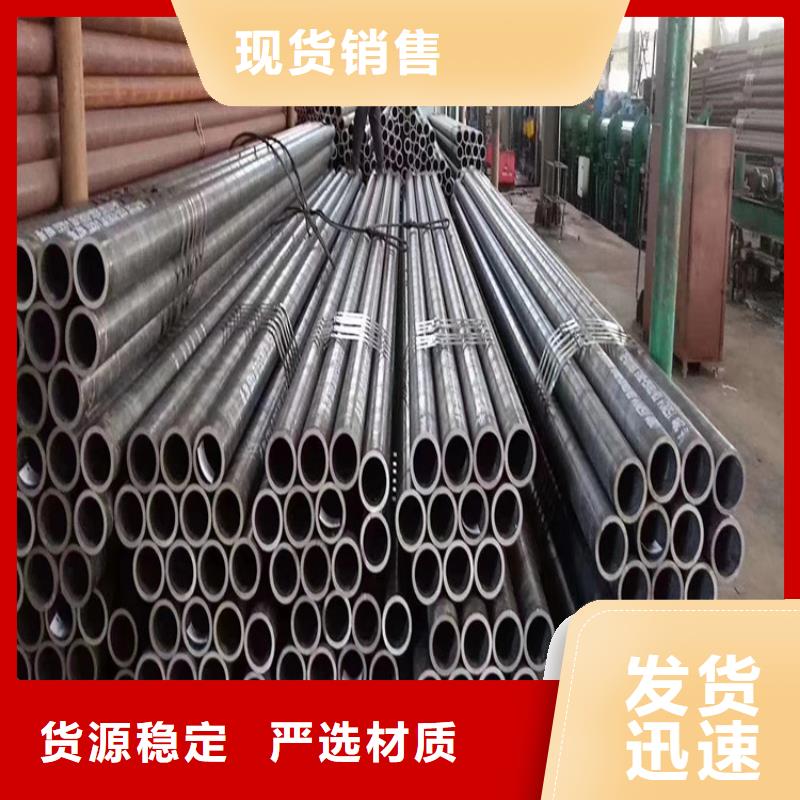
焊接钢管目前根据焊缝形式不同分为直缝焊接钢管、螺旋焊接钢管两种,直缝焊接钢管就焊接工艺不同又分为直缝电阻焊钢管(ERW)和直缝埋弧焊钢管(LSAW),执行标准为《低压流体输送用焊接钢管》(GB/T3091-2001),焊接钢管均是利用轧辊等模具将带钢延圆形渐开线逐步卷为圆形,再通过埋弧、电阻等不同焊接方式焊接成型生产的钢管。该成型方式的特点是产品产量高、成本低、耗能小、长度可以达16米且可以定尺、直径及壁厚可良好控制,缺点主要是目前国内钢管生产设备技术落后,导致焊缝部分强度不足,壁厚一般国内无法做厚。无缝钢管目前公司可以承接美国ASTM A53、德国DIN、日本JIS、美国石油学会API Spec 5L等各种标准的焊接钢管,热扩钢管是指钢管中频加热后利用模具扩径生产的钢管,该成形方式母材既可用无缝钢管,也可用焊接钢管(需要除去内焊缝),特点为母材灵活、产量高、耗能大、成本低。目前还没有热扩钢管相关标准,一般执行GB/T8163-1999标准。本公司拥有2套热扩生产线,一条为219-325mm生产线,一条为325-630生产线。


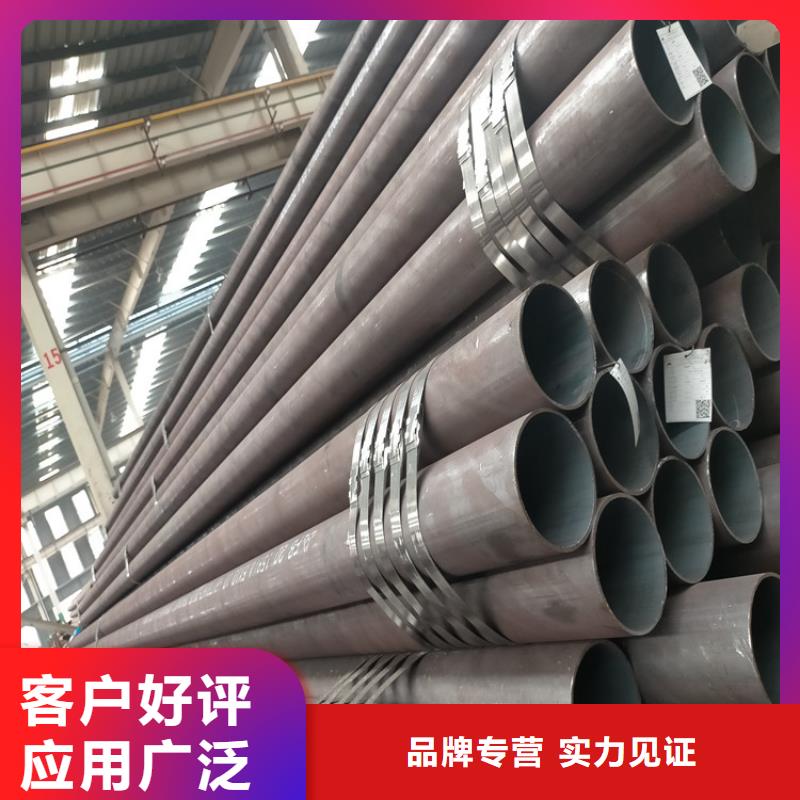
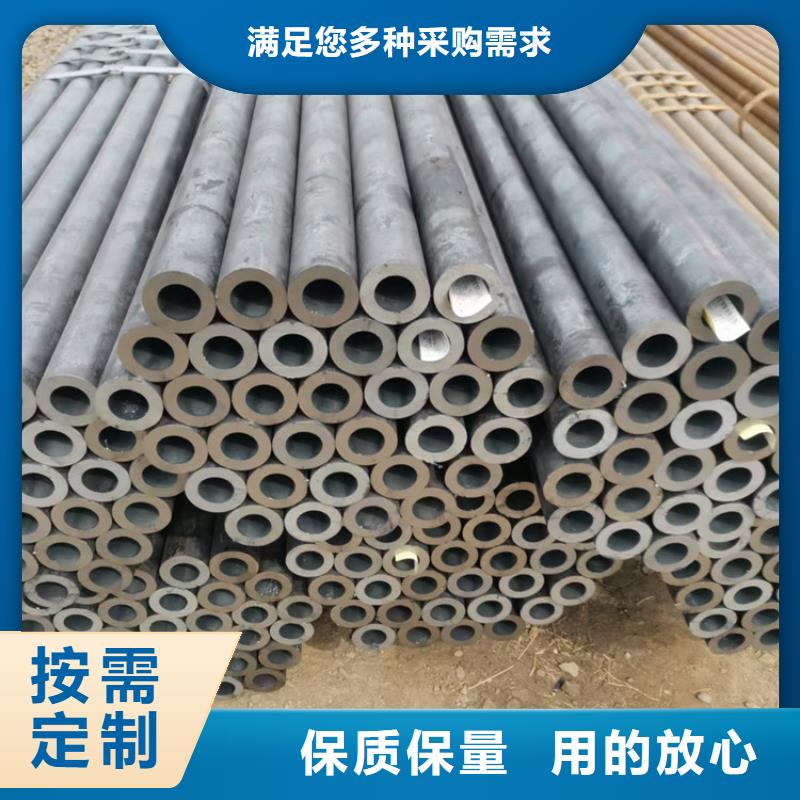
①热轧无缝钢管主要生产工序(△主要检验工序):管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库②冷轧(拔)无缝钢管主要生产工序:坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。



广顺物资 有限公司秉承“精于设计,工于制造”理念,持续不断的进行 云南德宏汽车半轴管产品研发,创新。提供非标准定制服务,可根据您的实际需求设计加工,量身定制。 具备完整的 云南德宏汽车半轴管制造加工能力,确保 云南德宏汽车半轴管产品即时规模生产、交货准时。


