


我们的绵竹28/41.8-26.4套筒产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
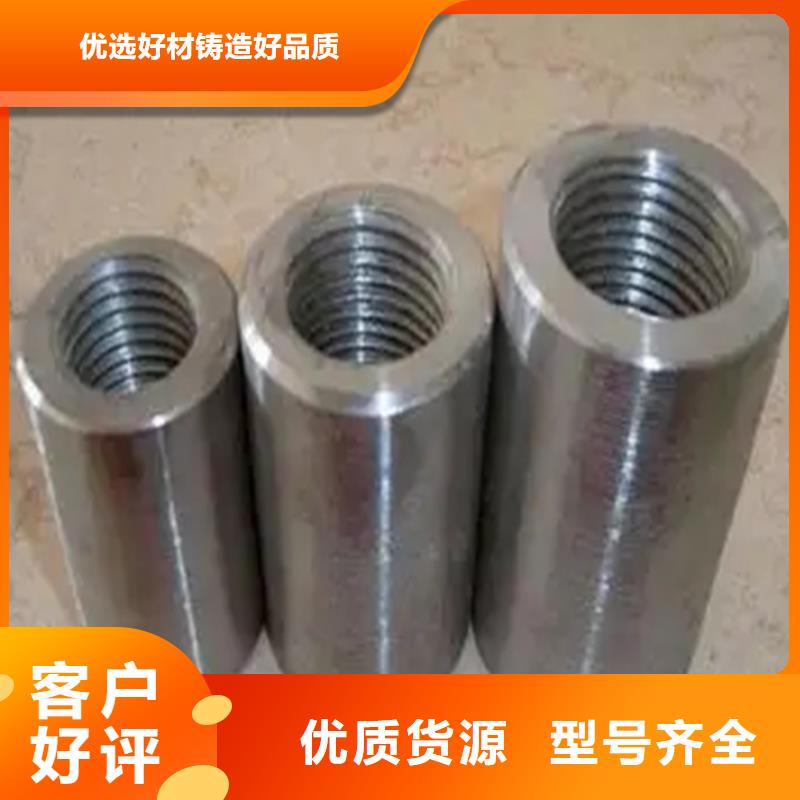
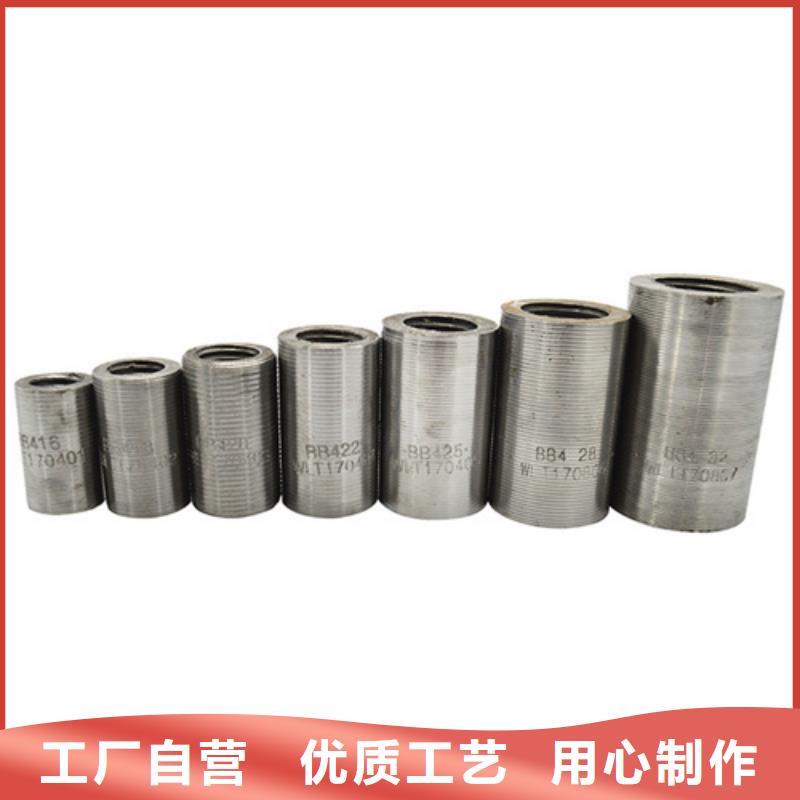
以下是:绵竹28/41.8-26.4套筒的图文介绍


一个十分显著的劣势,那就是一般的钢管,对于使用的环境,有着一定的要求。比如说在一些锅炉、以及焚烧室当中,都需求管道体系,将燃料运送进去。而在这些地方,由于燃料的焚烧,温度会十分的高。即使钢管本身,熔点就比较的高,也有或许无法,适应如此高的温度。一旦使用环境中的温度,简直达到了,管道所接受的极限,那管道的使用功能,就会大幅度的下降。钢筋连接套筒的作用应用性很强的。钢筋套筒工艺操作要点和质量要求:1)钢筋螺纹加工:①加工钢筋螺纹的丝头、牙形、螺距等必须与连接套牙形、螺距一致,且经配套的量规检查合格。②加工钢筋螺纹时,应采用水溶性切削润滑液;当温度低于0℃时,应掺入15%—20%亚硝酸钠,不得用机油做润滑液或不加润滑液套丝。③操作人员应逐个检查钢筋丝头的外观质量并做出操作者标记。④经自检合格的钢筋丝头,应对每种规格加工量随机抽检10%,且不少于10个,如有一个不合格,即对该加工批全数检查,不合格丝头应重加工,经再次检验合格后可使用。⑤已检验合格的丝头,应加以保护戴上保护帽,并按规格分类整齐待用。



云海旭金属材料有限公司技术力量雄厚,主营产品 四川德阳钢筋套筒价格。自成立以来,产品已覆盖二十几个省。企业竭诚欢迎广大新老用户到本厂参观、考察、洽谈指导,云海旭金属材料有限公司全体员工,愿以优良的产品,良好的服务,竭诚与各界朋友携手合作,共创辉煌!真诚期待您的来电洽谈与指导!


此外,钢筋套筒全长275mm,两端内孔的形状和位置公差是不易掌握的,并且钢筋直螺纹套筒较薄处仅有7mm,工序安排不合理会产生变形,将直接影响到钢筋连接套筒的加工精度,钢筋直螺纹套筒的主要面的粗糙度0.8和1.6,加工表面全部需要磨削,并在磨削前必须要安排合理的热处理,总之分体式钢筋连接套筒的主要加工表面必须经过多道加工,才能逐步提高精度以达到要求。建筑人平常工作过程中经常会会遇到各种各样的问题,其中钢筋连接套筒因连接不紧出现松动是其中常见的问题之一,这样的问题如果不及时去解决,就会导致建筑的质量不达标,所以了解传统的防松办法是非常必要的。



直螺纹钢筋套筒连接套筒连接的七大原则:1.直螺纹钢筋连接套筒接头宜设置在受力较小处,在同一根钢筋宜少设接头。2.木行架和拱的拉杆(轴心受拉及小偏心受拉构件)不得采用绑扎搭接接头。3.受拉钢筋直径大于28mm及受压钢筋直径大于32mm时,不宜采用绑扎搭接接头;4.搭接长度范围内配制箍筋:直径不应小于搭接钢筋直径的0.25倍钢筋受拉时,箍筋间距不应大于搭接钢筋较小直径的5倍,且不应大于100mm钢筋受压时箍筋间距不应大于搭接钢筋较小直径的10倍,且不应大于200mm当受压钢筋直径大于25mm时,应在搭接接头两个端面外100mm范围内各设两个箍筋。5.纵向受压钢筋搭接长度不应小于纵向受拉钢筋搭接长度的0.7倍,且不应小于200mm。6需进行疲劳验算的构件:纵向受拉钢筋不得采用绑扎搭接接头,不宜采用焊接接头。7.直接承受吊车荷载的钢筋混凝土吊车梁、屋面梁及屋架下弦的纵向受拉钢筋必须采用焊接接头时。