想一睹Q345无缝钢管加工产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:Q345无缝钢管加工的图文介绍

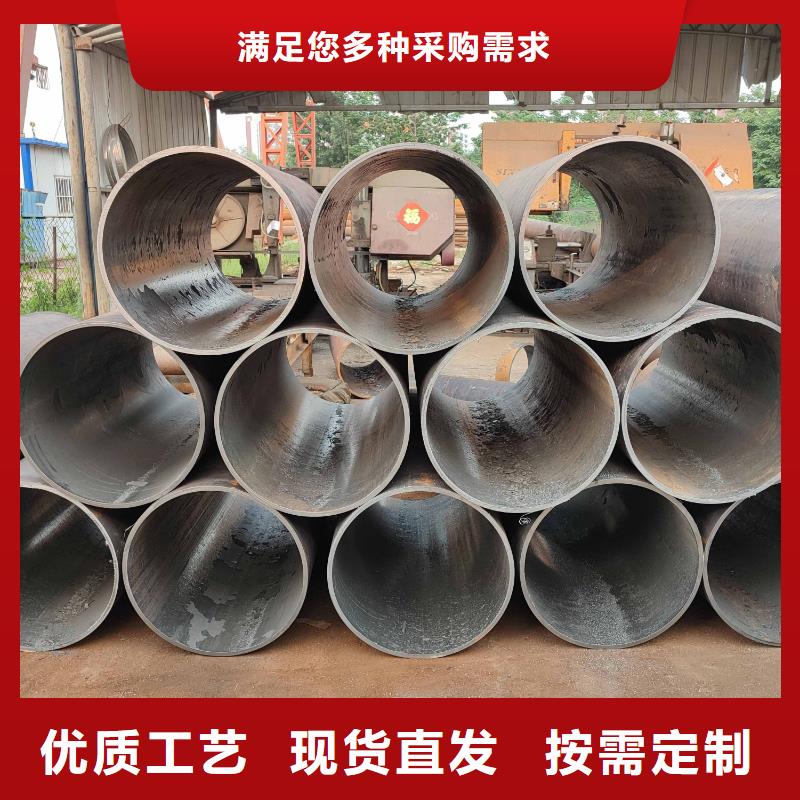
无缝钢管裂纹的原因及解决方法:无缝钢管的使用范围很广泛,一般用途的无缝钢管由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件,下面小编为大家详细介绍关于无缝钢管的相关内容。无缝钢管是由整块金属制成的,表面上没有接缝的钢管,称为无缝钢管。根据生产方法,无缝钢管分热轧管、冷轧管、冷拔管、挤压管、顶管等。按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、 带翅管多种复杂形状。 直径达650mm,小直径为 0.3mm。根据用途不同, 有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。


大口径厚壁无缝钢管焊接技术详细介绍:全自动焊接大口径、厚壁(大于21mm)管线经常采用U型坡口或复合型坡口,由于U型坡口、复合坡口加工耗时、耗力制约管道焊接效率。V形坡口加工简单,省时、省力,但大口径、厚壁管线V型坡口全自动焊接时,如焊接工艺参数选择不当,将导致焊接缺陷产生。随着管道建设用钢管强度等级提高至X70、X80级别,管径和壁厚的增大,从2003年起在管道施工中逐渐开始应用自动焊技术。管道自动焊技术由于焊接效率高,劳动强度小,焊接过程受人为因素影响小等优势,在大口径、厚壁管道建设的应用中具有很大潜力。但我国的管道自动焊接技术正处于发展阶段,焊接中的一些问题如根部未熔合、侧壁未融合、坡口复杂等还没有彻底解决;自动焊接大口径、厚壁管线经常采用U型坡口或复合型坡口,管端坡口整形机等配套设施尚未成熟,所以研究大口径、厚壁管道V型坡口自动焊接技术十分有意义。 <BR>西气东输二线中卫-靖边联络线全线长度约345km,钢管强度等级为X70,管径为φ1016,壁厚为14.6mm、17.5mm、21.0mm和26.2mm,根据该工程特点长庆建设工程总公司引进了CRC全自动焊机,应用在联络线第1B标段壁厚为21.0mm管道上。 焊接方法、设备、材料 <BR>焊接方法采用STT根焊+CRC-P260自动焊机热焊、填充、盖面。焊接设备:林肯STT焊机、林肯DC-400、CRC-P260自动焊机。保护气体:STT根焊保护气100%CO2,全自动焊保护气为80%Ar+20%CO2。 <BR>自动焊常用复合坡口或U型坡口,在小壁厚管线中也可使用V型坡口,它们共同的特点就是坡口上口间隙较小。西气东输二线管道壁厚为21.0mm,V型坡口的上口宽度约为22mm,此宽度已接近CRC-P260焊枪摆幅极限。这样的坡口型式对自动焊接是一个巨大的挑战。根据以往经验确定了自动焊试验焊接工艺参数。



诚实、守信、敬业、创新是我们的企业精神。以质量求生存,以信誉求发展是我们的经营方针。恒永兴金属材料销售 有限公司全体员工热忱欢迎各界朋友与我们建立合作关系,我们将全力为您提供满意、放心、周到的 山东德州不锈钢管。