
别再等待了,仅仅一分钟,就能通过我们的【方矩管镀锌钢板售后无忧】产品视频探索到无数令人心动的细节和亮点。
以下是:【方矩管镀锌钢板售后无忧】的图文介绍



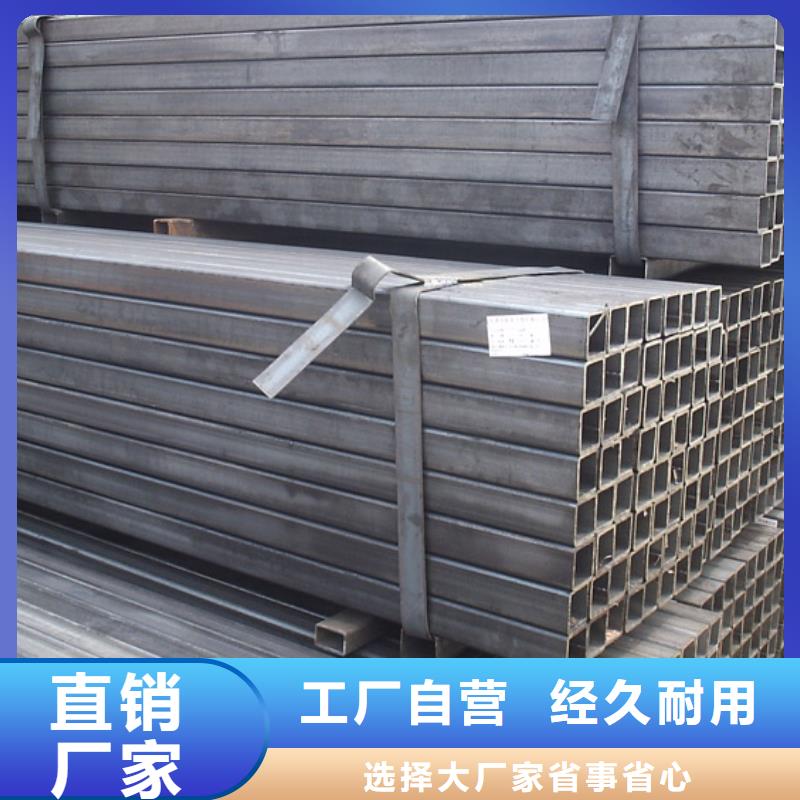
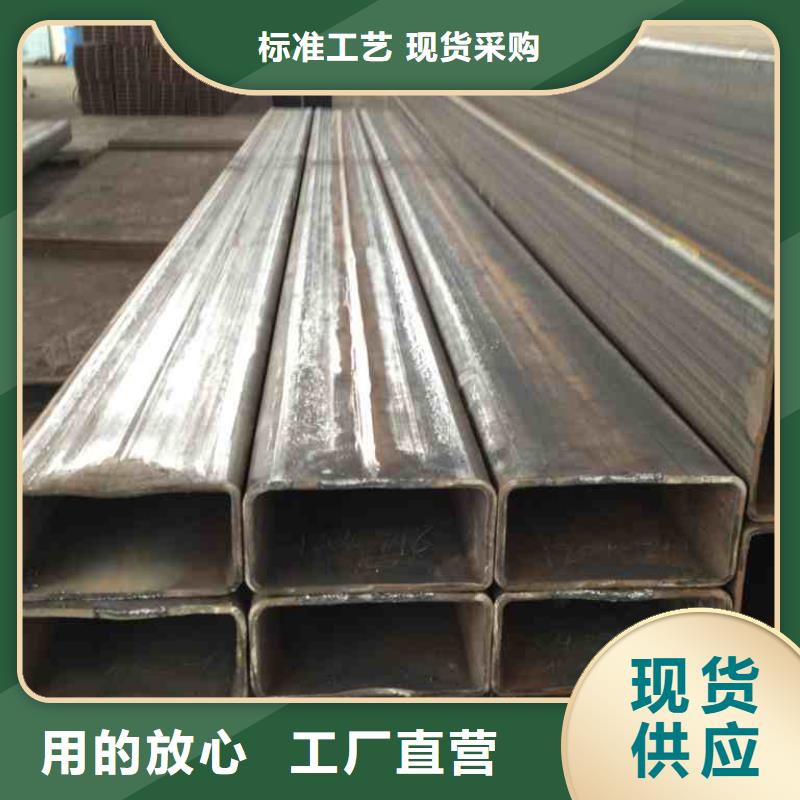
方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于2000mm的短尺和非定尺产品,也可以接口管形式交货,但需方在使用时应将接口管切除。在社会各界的支持下、在的带领下,工贸经过不懈努力,已经呈现出良好的发展态势,不断取得可喜成绩,赢得了市场的认可。
电镀是利用电解的原理,通过金属离子的电解过程在产品表面沉积一层金属或合金层,以改变产品表面物理和化学性能,终使得镀锌方矩管具有耐磨性、装饰性和耐冲击性等,此外还能够根据具体产品的特殊要求而涂覆某种特定的镀层,如光能性和电磁性镀层等,这样可。
1.焊接技术,改进焊接工艺和材料通过焊接技术,使焊接操作实现机械化、自动化、人与焊接环境相隔离,从根本上电焊作业对的危害。通过改进焊接工艺,如合理设计焊接容器的结构,采用单面焊、双面成型新工艺,避免焊工在通风极差的容器内进行焊接,从而大大地改善焊工的作业条件;再如选用具有电焊烟尘离子荷电就地技术的CO。
保护电焊工艺,可使80%~90%的电焊烟尘被在工作表面,实现就地净化烟尘,电焊烟尘污染。由于电焊产生的危害大多与焊条药皮成份有关,所以通过改进焊条材料,选择或低毒的电焊条,也是降低焊接危害的有效措施之一。3.加强个人防护措施加强个人防护,可以防止焊接时产生的有体和粉尘的危害。
电镀是利用电解的原理,通过金属离子的电解过程在产品表面沉积一层金属或合金层,以改变产品表面物理和化学性能,终使得镀锌方矩管具有耐磨性、装饰性和耐冲击性等,此外还能够根据具体产品的特殊要求而涂覆某种特定的镀层,如光能性和电磁性镀层等,这样可。
1.焊接技术,改进焊接工艺和材料通过焊接技术,使焊接操作实现机械化、自动化、人与焊接环境相隔离,从根本上电焊作业对的危害。通过改进焊接工艺,如合理设计焊接容器的结构,采用单面焊、双面成型新工艺,避免焊工在通风极差的容器内进行焊接,从而大大地改善焊工的作业条件;再如选用具有电焊烟尘离子荷电就地技术的CO。
保护电焊工艺,可使80%~90%的电焊烟尘被在工作表面,实现就地净化烟尘,电焊烟尘污染。由于电焊产生的危害大多与焊条药皮成份有关,所以通过改进焊条材料,选择或低毒的电焊条,也是降低焊接危害的有效措施之一。3.加强个人防护措施加强个人防护,可以防止焊接时产生的有体和粉尘的危害。



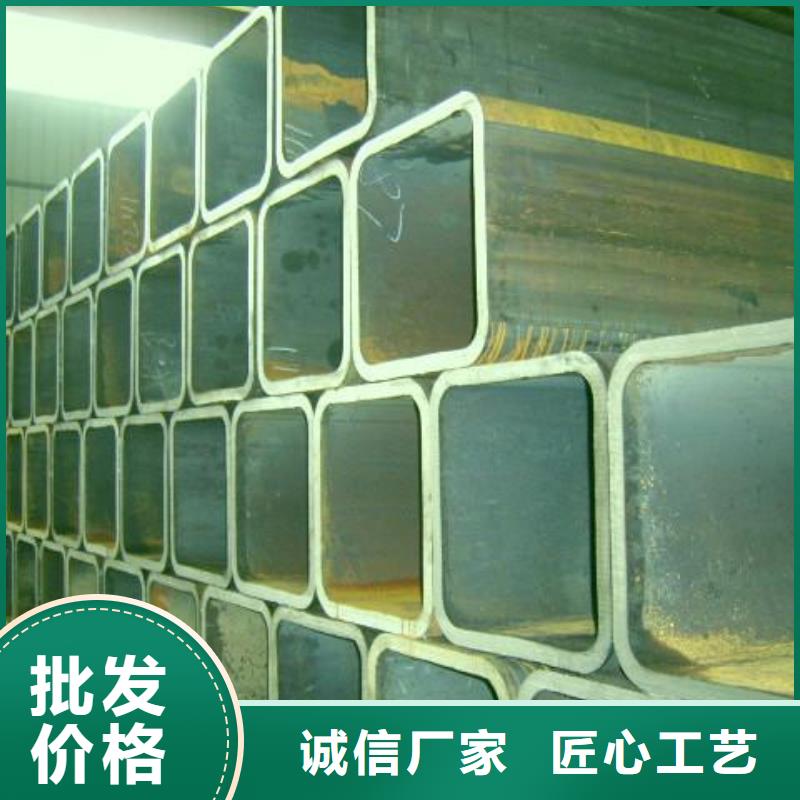
采矿液输送焊接方管,标准号I GB / T14291-2000。代表性材料Q235A,B级钢。主要用于矿井压力,排水和排水的直缝焊接方管。大口径焊接方管适用于低压流体输送,标准号为GB / T14980-1994。代表性材料为Q235AB等级。
它主要用于输送低压流体,如水,污水,气体,空气和加热蒸汽。五,不锈钢焊接方管为机械结构,标准号为GB / T12770-1991。代表性材料为0Cr13,1Cr17,00Cr19Ni11,1Cr18Ni9,0Cr18Ni11Nb等。
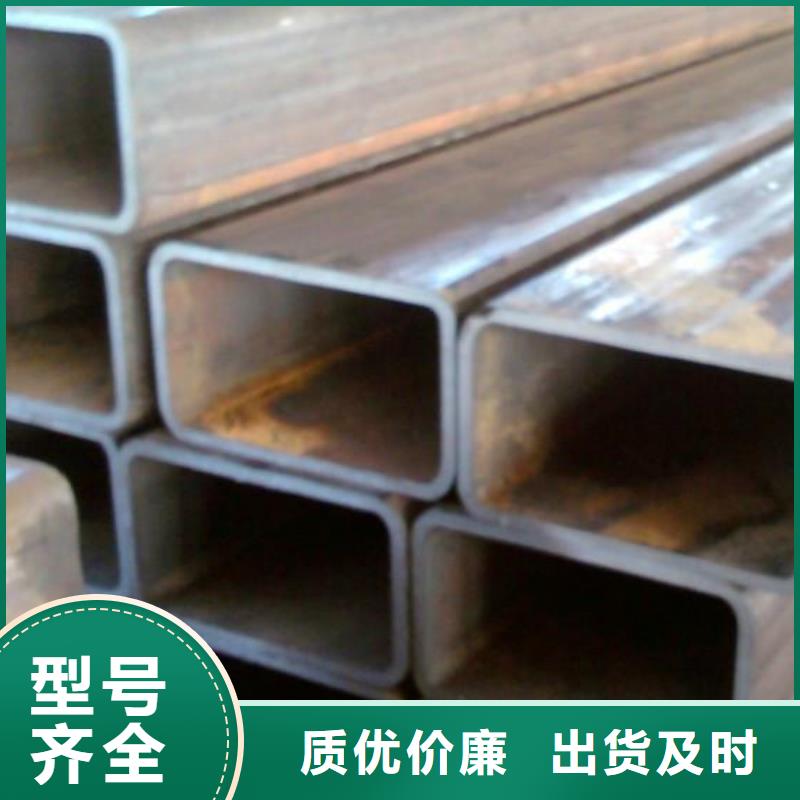
不锈钢方矩控制管生产质量标准抛光均匀,无黑线,无手感,无花纹,研磨宽度保持在0.6 --- 0.8 cm。厚度不大于0.38(含)。焊道位于产品的正角上。焊缝均匀分布在管道两侧。抛光后不允许偏置以避免黑线。
焊接平滑,内部保护白色,不变色,每个产品必须内部保护。管表面尺寸均匀,无凹面,无波浪,无应变,无压力损伤,无压力点。厚度为0.5或更小的不锈钢管的表面制成鼓,四边凸出的程度是均匀的,凸起的程度与鞋跟的厚度有效地结合,并且抛光后没有不均匀性。
管截面切口是平的,没有斜切,在喷嘴处没有变形,并且在管的拐角处没有残余的毛刺。管角成形角度均匀,没有钩角,焊接角度没有尖角,没有刀刃形状。焊接成型后,焊接接头中没有波浪。焊道的厚度为0.38(含),焊缝位于管道的拐角处。焊缝的厚度为0.45(含),焊缝位于管道的侧面,以避免剧烈的通风。
它主要用于输送低压流体,如水,污水,气体,空气和加热蒸汽。五,不锈钢焊接方管为机械结构,标准号为GB / T12770-1991。代表性材料为0Cr13,1Cr17,00Cr19Ni11,1Cr18Ni9,0Cr18Ni11Nb等。
不锈钢方矩控制管生产质量标准抛光均匀,无黑线,无手感,无花纹,研磨宽度保持在0.6 --- 0.8 cm。厚度不大于0.38(含)。焊道位于产品的正角上。焊缝均匀分布在管道两侧。抛光后不允许偏置以避免黑线。
焊接平滑,内部保护白色,不变色,每个产品必须内部保护。管表面尺寸均匀,无凹面,无波浪,无应变,无压力损伤,无压力点。厚度为0.5或更小的不锈钢管的表面制成鼓,四边凸出的程度是均匀的,凸起的程度与鞋跟的厚度有效地结合,并且抛光后没有不均匀性。
管截面切口是平的,没有斜切,在喷嘴处没有变形,并且在管的拐角处没有残余的毛刺。管角成形角度均匀,没有钩角,焊接角度没有尖角,没有刀刃形状。焊接成型后,焊接接头中没有波浪。焊道的厚度为0.38(含),焊缝位于管道的拐角处。焊缝的厚度为0.45(含),焊缝位于管道的侧面,以避免剧烈的通风。


国耀宏业钢铁有限公司是一家专业致力于 山东东营方管厂家生产销售的大型企业。公司有大量 山东东营方管厂家现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。 公司自创办以来,靠诚信打造品牌,严格企业管理,强化产品质量,的设备为客户生产的产品,一的独特优势。为更好的服务客户扩大经营范围,我公司特开办了上门送货服务,并有专车专人接送洽谈人员前来订购业务。



用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,目前已广泛用钢管来制造。缺点钢管还是各种常规武器不可缺少的材料,枪管、炮筒等都要钢管来制造。钢管按横截面积形状的不同,可分为圆管和异型管。
计算公式编辑大口径方管截面碳钢钢管:每米重量单位: kg/m(千克/米) & lb/ft(磅/英尺)方便常用方矩管计算公式一:(长+宽)×2÷3.14-厚度×厚度×0.02466= kg/m公式二:kg/m = (Oc - 4Wt) * Wt * 0.00785Oc是钢管外周长,Wt是钢管壁厚;正方形Oc=4*a长。
如30x30x2.5毫米的方管,按上述公式即可算出其每米重量为:4x2.5x(30-2.5)x7.85=275x7.85=2158.75克,即约2.16公斤当壁厚和边长都以毫米为单位时,4x壁厚x(边长-壁厚)算出的是每米长度方管的体积,以立方厘米为单位,再乘以铁的比重每立方厘米7.85克,得出即为每米方管以克为单位的重量。
根据不同用途还需有其他截面形状的异型钢管。防止造成缺陷编辑方管很多的缺陷是在穿孔中造成的所以在方矩管坯的传功工序是生产方管的关键程序。高合金的穿孔主要困难时在于低的穿孔性能,为了保证质量就要理性的选择穿孔的变形参数。
计算公式编辑大口径方管截面碳钢钢管:每米重量单位: kg/m(千克/米) & lb/ft(磅/英尺)方便常用方矩管计算公式一:(长+宽)×2÷3.14-厚度×厚度×0.02466= kg/m公式二:kg/m = (Oc - 4Wt) * Wt * 0.00785Oc是钢管外周长,Wt是钢管壁厚;正方形Oc=4*a长。
如30x30x2.5毫米的方管,按上述公式即可算出其每米重量为:4x2.5x(30-2.5)x7.85=275x7.85=2158.75克,即约2.16公斤当壁厚和边长都以毫米为单位时,4x壁厚x(边长-壁厚)算出的是每米长度方管的体积,以立方厘米为单位,再乘以铁的比重每立方厘米7.85克,得出即为每米方管以克为单位的重量。
根据不同用途还需有其他截面形状的异型钢管。防止造成缺陷编辑方管很多的缺陷是在穿孔中造成的所以在方矩管坯的传功工序是生产方管的关键程序。高合金的穿孔主要困难时在于低的穿孔性能,为了保证质量就要理性的选择穿孔的变形参数。
