
武恒金属制品有限公司成立十余年,始终将“创新、质量、诚信、服务”作为企业矢志不渝的发展宗旨。不断研制开发 湖北恩施方矩管产品,为用户提供成熟稳定的行业解决方案。主要技术人员均有5年以上研发经验,具备丰富的实践经验和项目设计能力。并与高校和科研机构联合,组成一支多专业的研发团队,为公司的 湖北恩施方矩管产品创新和稳定发展提供了持续的能量。


本周生铁市场继续上行,涨幅在20-200元。本周钢市涨势不止,废钢、焦炭、矿石亦走强,生铁成本支撑强劲,钢厂对炼钢铁采购积极,各地炼钢铁资源偏紧,部分铁厂维持负库存,部分铁厂调整生产计划,以产炼钢铁为主,致各地铸造铁库存不大,山东、江苏、山西等地区铸造铁随原料价格上涨售价上调。球墨铁方面,整体成交尚可,铁厂库存不大,少数铁厂负库存,报价陆续上调,辽宁地区球墨铁出货一般,铁厂暂稳观望,不过随成本不断增加,铁厂有跟涨意向。当表面热处理硬化层较厚时,也可采用洛氏硬度计。
当热处理硬化层厚度在0.4~0.8mm时,可采用HR标尺,当硬化层厚度超过0.8mm时,可采用HRC标尺。维氏、洛氏和表面洛氏三种硬度值可以方便地进行相互换算,转换成标准、图纸或用户需要的硬度值。相应的换算表在标准ISO、美国标准STM和国标准GB/T中都已给出。
零件如果局部硬度要求较,可用感应加热等方式进行局部淬火热处理,这样的湖南直缝焊管通常要在图纸上标出局部淬火热处理的位置和局部硬度值。湖南直缝焊管的硬度检测要在指定区域内进行。硬度检测仪器可采用洛氏硬度计,测试HRC硬度值,如热处理硬化层较浅,可采用表面洛氏硬度计,测试HRN硬度值。1、一般焊管用于水、煤气、空气、油和取暖蒸汽等一般较低压力流体的输送。






按生产方法分类
(1)按工艺分——电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管。
(2)按焊缝分——直缝焊管、螺旋焊管。
按断面形状分类
(1)简单断面钢管——圆形钢管、方形钢管、椭圆形钢管、三角形钢管、六角形钢管、菱形钢管、八角形钢管、半圆形钢圆、其他。
(2)复杂断面钢管——不等边六角形钢管、五瓣梅花形钢管、双凸形钢管、双凹形钢管、瓜子形钢管、圆锥形钢管、波纹形钢管、表壳钢管、其他。
按壁厚分类
薄壁钢管、厚壁钢管。
按端部形状分类
分为圆形焊管和异型(方、扁等)焊管。
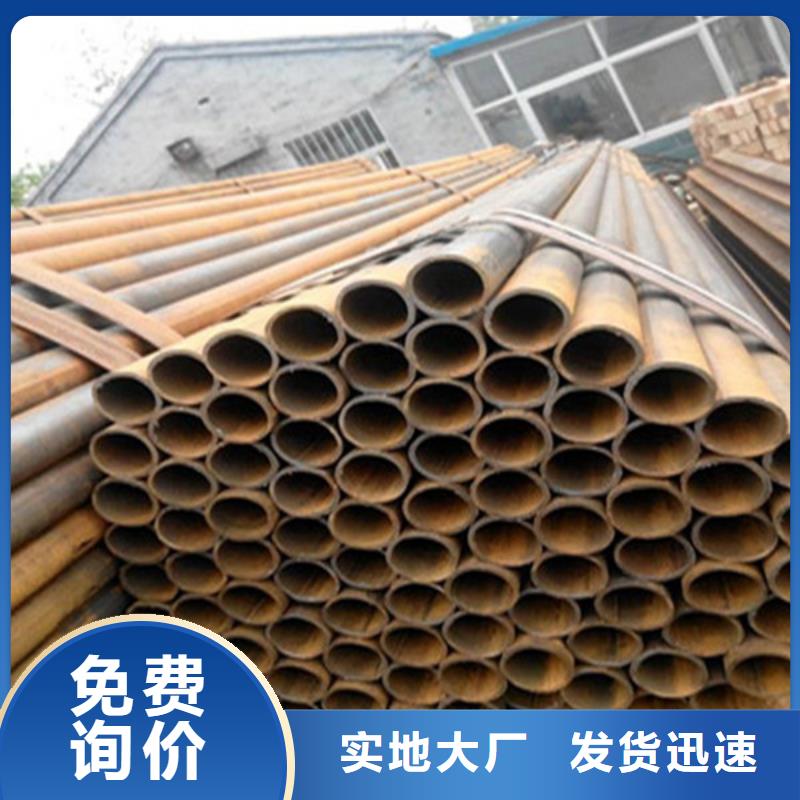
众顺钢材公司以生产高频焊接直缝钢管、大口径直缝钢管、方矩管、镀锌方矩管、厚壁方矩管、合金方矩管和镀锌焊管为主,优质的生产设备、卓越的科技力量、杰出的管理人才、浑厚的资金实力为生产出高、精、尖产品提供了您放心的保障,主要生产规格为150*6-14mm-530*6-16mm高频焊直缝焊管,20*20*2.0—500*500*26mm方矩管、正常生产材质为Q235—Q345B的黑色、镀锌方矩管及焊管。公司在 “以诚来立足,以革新来致远”的思想指导下,秉承“誉至上,薄利多销,互惠互利”和“诚实守,依法经营”的宗旨,坚持做质量服务型企业,及时对客户进行回访,解决客户问题的同时不断优化产品,良好的誉得到了国内及国外客户及施工方的好评,销售市场已进入全国各地。产品大范围应用于建筑钢结构、汽车制造、船舶制造、机械制造、桥梁构造、集装箱龙骨、体育场馆及大型机场建设等诸多领域。



2、普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。3、直缝电焊管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊管、电焊薄壁管、变压器冷却油管等等。4、承压流体输送用螺旋缝埋弧焊管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用可靠。钢管口径大,输送效率,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。
5、承压流体输送用螺旋缝频焊管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用频搭接焊法焊接的,用于承压流体输送的螺旋缝频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用可靠,钢管口径大,输送效率,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。
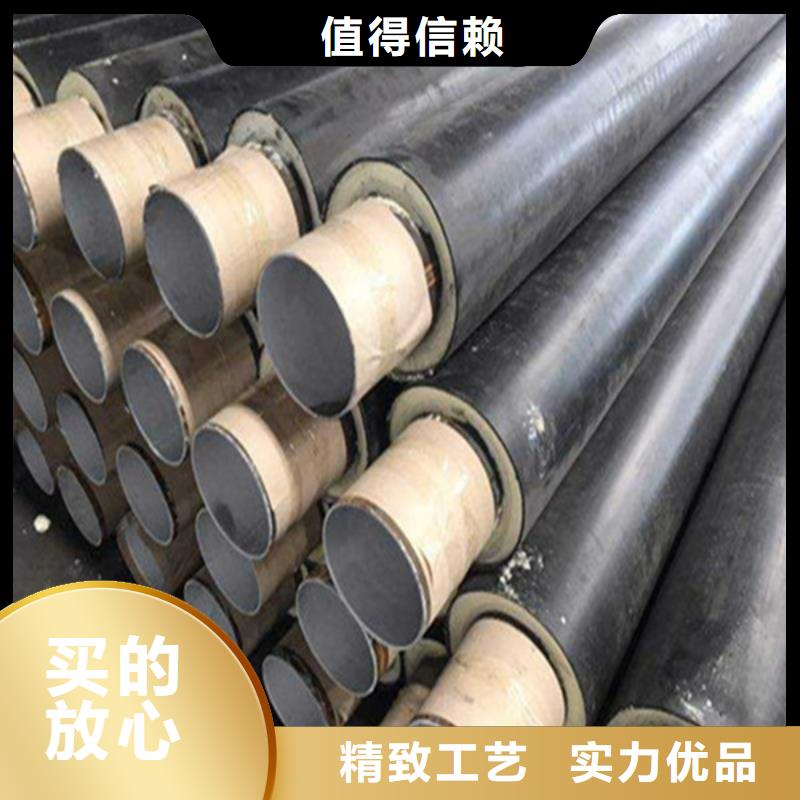
6、一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。大口径直缝焊管主要生产流程说明:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
