



别再错过任何细节!花费一分钟观看石油部标SY/T5037螺旋钢管1米定尺产品视频,让您的购买决策更加明智。
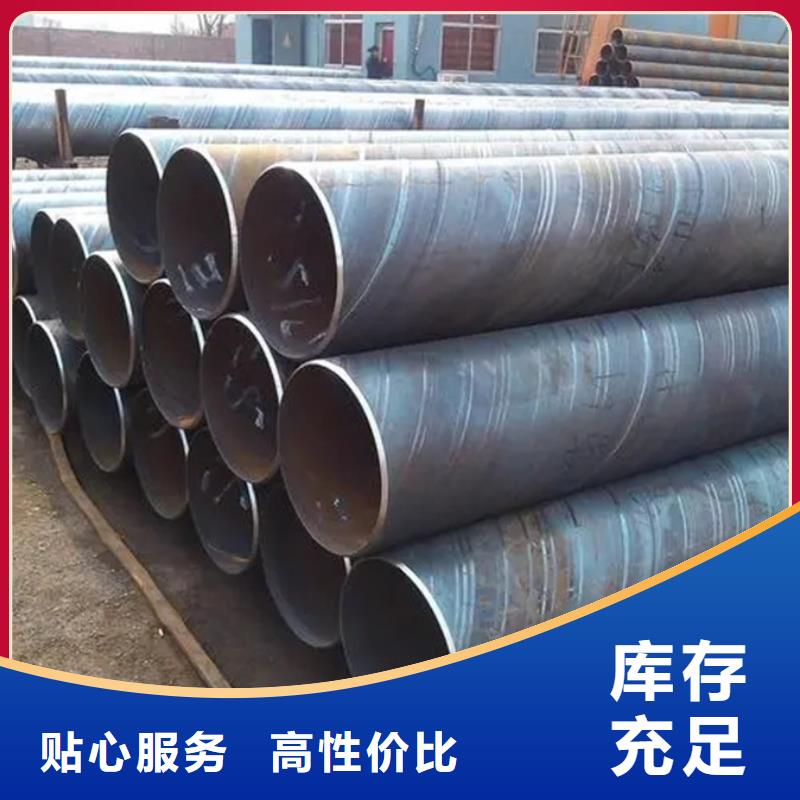
以下是:石油部标SY/T5037螺旋钢管1米定尺的图文介绍


华尔网螺旋管厂介绍它的使用质量要求:
1.立管的垂直安装应小于每米3毫米,水平安装应小于1毫米。
2.支管不得焊接在焊缝处,弯曲处应避免焊缝。
3.焊缝要求是直的,焊缝是满的,焊缝表面没有烧穿或裂缝。
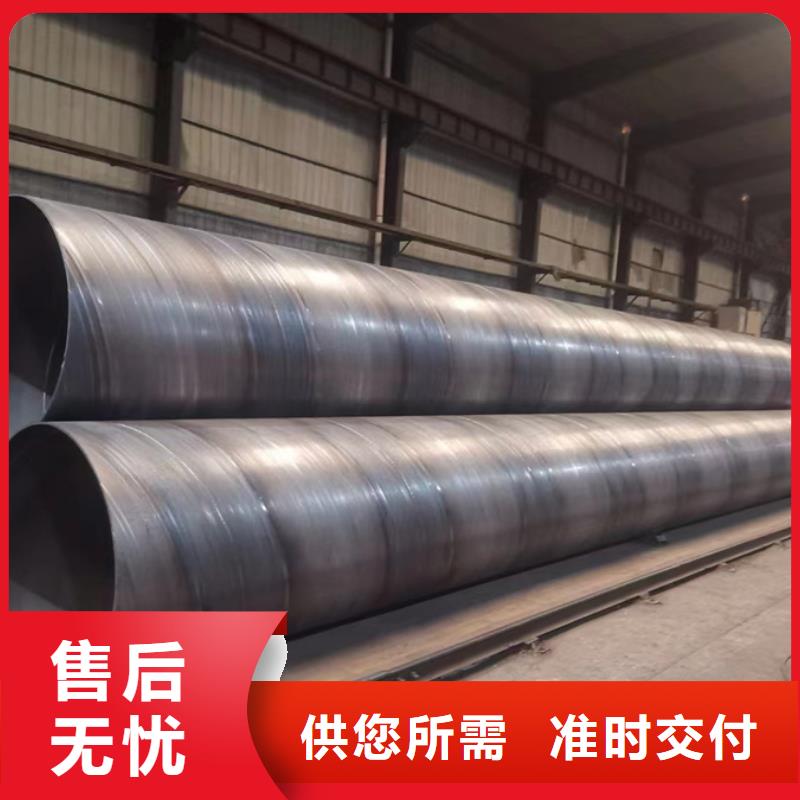
华尔网螺旋管厂将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。



鑫豪管业有限公司采用先进 湖北恩施PSL2防腐螺旋管技术,有多年 湖北恩施PSL2防腐螺旋管生产方面积累经验并结合各地用户使用的反馈信息中不断改进、充分考虑用户的实际要求,逐步建立超严格的品质管理生产监督体系和完善快捷及时的售后服务网络。凭借用户实实在在的口碑和产品质量开拓市场,在用户中赢得耐用,放心,省心的产品评价。


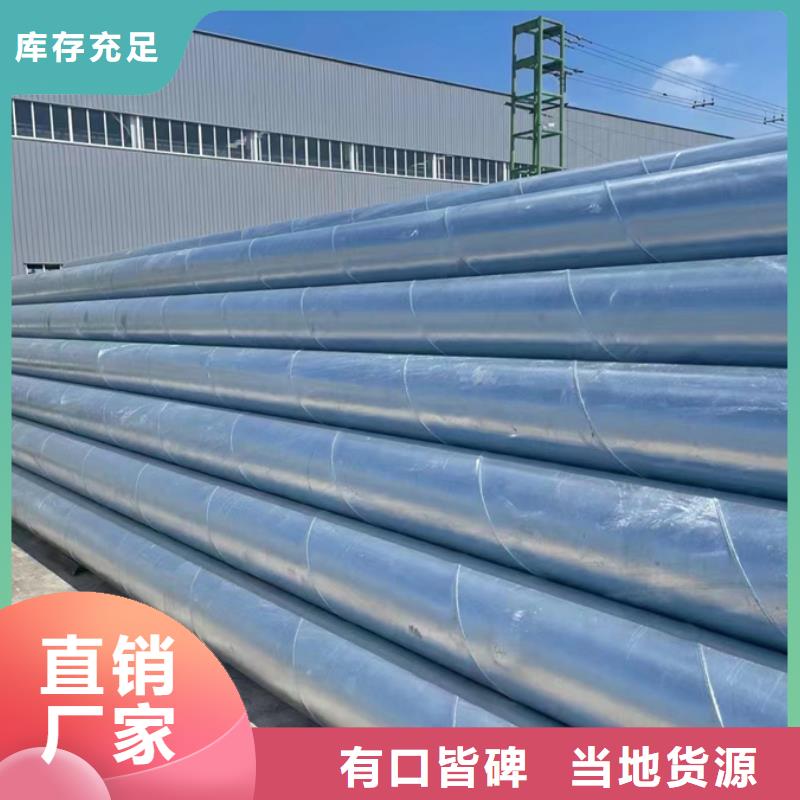
华尔网螺旋管的制作工艺都有哪些:
华尔网螺旋管原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置,来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机,进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
华尔网螺旋管焊完的焊缝均经过,在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。



华尔网螺旋管也称螺旋钢管或螺旋焊管,是将低碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成的,它可以用较窄的带钢生产大直径的钢管。螺旋钢管市场需求既快速又不乱增长的趋势不会根本改变。螺旋钢管市场能否保持不乱快速发展的枢纽要看需求的变化。宏观经济受政策层面的调控,今后会给市场增长速度带来一定的减慢主要原料为铁水加废钢,钢中硫、磷含量高于优质碳素结构钢,一般硫≤0.050%,磷≤0.045%。由原料带入钢中的其他合金元素含量,如铬、镍、铜一般不超过0.30%,按成分和性能要求,此类钢的牌号由Q195,Q215A、B,Q235A、B、C、D,Q255A、B,Q275等钢级表示。

