


想要快速了解声测管正规厂家严格生产产品?视频给你直观的感受!
以下是:声测管正规厂家严格生产的图文介绍

华尔网声测管气体保护焊电弧加热集中,焊接速度快,熔深大,塑性和抗腐蚀性好,焊缝强度比手工焊的高,适合于较厚声测管板的焊接焊接时根据焊缝的截面形状,华尔网分为对接焊缝和角焊缝。对接焊缝的主要特点是用料经济传力简捷均匀受力性能力好和疲劳强度高等,但是焊件边缘需要开坡口且尺寸要求准确,故制造较费工。华尔网对接焊缝坡口的形式与尺寸应结合焊件厚度便于施焊保证焊缝质量和减小焊缝截面面积的原则,华尔网按标准《埋弧焊焊缝坡口的基本形式与尺寸》华尔网选用。对接焊缝可视为焊件截面的延续组成部分,焊缝中的应力分布情况与焊件原来的基本相同,可用计算焊件的方法进行计算。对接焊缝的强度设计值见表。角焊缝的主要特点是对焊件边缘尺寸要求较低,构造简单,施工方便,故应用广泛。但角焊缝受力状态复杂,强度较低。角焊缝按其长度方向和外力作用方向的不同可分为平行于力作用方向的侧面角焊缝,垂直于力作用方向的正面角焊缝。实验证明,华尔网多数角焊缝破坏都发生在截面如直角角焊缝的。


日升昌钢管有限公司具备的质量保证能力, 广西防城港 钢花管厂家从原材料投入到成品产出,每一个环节都设置有严格的质量控制环节,特别在重要的工序设置有关重要工序质量控制点实施重点把关,真正做到不合格的 广西防城港 钢花管厂家产品不出厂。用户一旦发现本公司 广西防城港 钢花管厂家产品在质保期内出现质量问题,均可无条件更换。



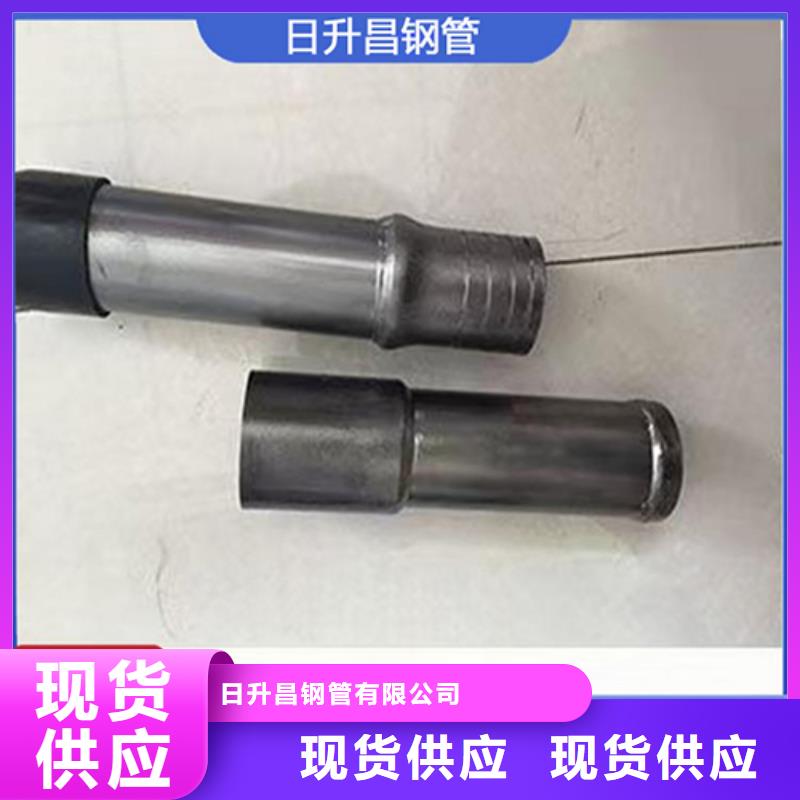
四种连接方式各有优势,可根据实际情况选择。那么,华尔网声学测试管的连接会遇到什么问题呢?吸声管的连接应采用螺栓连接:考虑到吸声管的安装难度和工作效率,一般采用焊接方法,但当吸声管采用非声测管管时,不能采用螺栓连接和焊接方法,也不能采用其他连接方法将会出现。焊接接头有套筒焊和对焊两种。焊接过程中会有焊渣、毛刺等突起,防止轨道能量调节器在接头上下移动:焊接不良、接头密封不良、漏浆、对焊,甚至焊缝断裂断采用声测管波纹管作为声管时,由于螺栓连接和焊接的不便,通常采用橡胶套连接,即用6-1cm长的橡胶套连接两个声侧管接头。橡胶套较软,无法验证桩基声测管声测管接头的强度和刚度。声学测量管在安装施工过程中容易错位甚至断开。由于橡胶套与混凝土的热膨胀系数相差较大,在混凝土浇筑过程中,水泥的水化热不易发散,而橡胶的温度变形系数较大。混凝土凝固后,橡胶套会因温度下降而收缩变形,与混凝土局部分离可能造成气隙或水隙,影响检测信号,容易引起误判。当这种情况发生在一根声管的橡胶套接头处时,三根声管的桩将影响两个探测段,四根声管的桩将影响三个探测段。按照正常的评价标准,会被误判为严重的质量问题。在这种情况下,桩身质量应结合桩基声测管声测管接头位置、橡胶套长度和“缺陷”范围长度来确定。必要时,采用其他检测方法进行验证。

