




涌华金属科技有限公司从事 广东佛山耐厚板生产加工已有十余年。 生产基地占地20000多平米,其中厂房面积15000平米。以卓越的品质、精湛的制作工艺及流行的设计风格,赢得了消费者的认可和信赖。


热成型直接成型工艺的优点
(1)在一组模具中成型和淬火片材,这节省了预成型模具的成本并加速了生产节奏。
(2)在加热板材之前,它是一种扁平材料,不仅节省了加热区域的面积以节省能源,而且可以选择各种加热方法,例如,可以使用感应加热炉用于加热。热成型直接成型工艺的缺点是难以形成车载部件的复杂形状,模具冷却系统设计的复杂性以及增加激光切割设备的需要。
目前,用于汽车的热成型高强度钢板被广泛用作含硼合金钢。热成形后硼钢的屈服强度应达到900MPa以上,抗拉强度应达到1500MPa,伸长率应超过6%,硬度应达到45HRC。以上



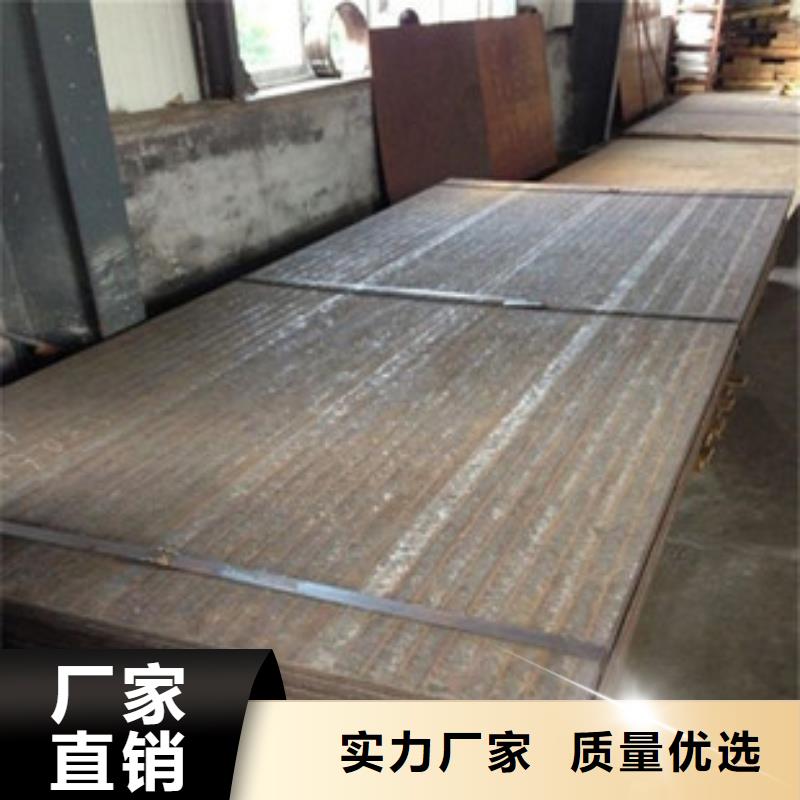
流程一:堆焊耐磨板的生产加工,堆焊耐磨板依照当场评测规格生产加工成形、并且经过喷砂处理等不光滑解决,外抛头露面先做防锈。
流程二:金属表面处理,混泥土表层涂刷层打除、凸凹面过较大用磨光机磨去。
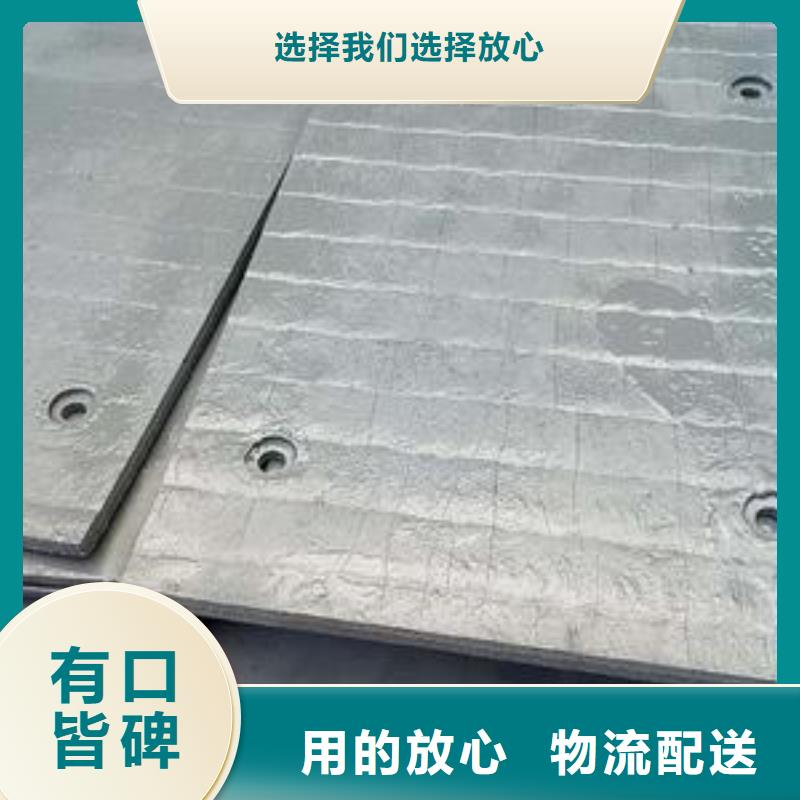
流程三:化学螺栓安裝,在混泥土上安裝导向用化学螺栓。
流程四:堆焊耐磨板安裝,堆焊耐磨板上按置间距物品(以利于引入原材料均值遍布)。
流程五:封缝,选用环氧树脂胶(SB970)或质轻水泥构件(SBLEM),将堆焊耐磨板四周及引入孔周边密封性,另外开展引入孔和透出气孔安裝固定不动。
流程六:引入材注浆,视混泥土自身危害水平挑选引入原材料(如挑选原材料时空隙操纵于5-7mm;如选用预拌型无收拢混凝土时,其空隙操纵于2-765px)、以设备工作压力注浆方法灌进原材料
流程七:查验,检查堆焊耐磨板空隙注浆饱满度。
流程八:喷涂,相互配合当场颜色施胶堆焊耐磨板专用型喷涂原材料


1 堆焊耐磨板种原淬硬倾向主要取决于化学成分、板厚、焊接工艺和冷却条件等。钢的淬硬倾向越大,越易产生冷裂纹。
2. 氢的作用,氢是引起超高强堆焊耐磨板堆焊冷裂纹的重要因素之一,并且有延迟的特征。高强堆焊耐磨板堆焊的含氢量越高,则裂纹的敏感性越强。
3. 堆焊的应力状态:在堆焊耐磨板时产生延迟裂纹的倾向不仅取决于它的淬硬倾向和氢的作用,还决定于堆焊的应力状态。堆焊堆焊耐磨板时主要存在的应力有:不均匀加热及冷却过程中所产生的热应力、金属相变时产生的组织应力、结构自身拘束条件等。



