


为了让您更地了解我们的桥梁防撞支架美观耐用,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:桥梁防撞支架美观耐用的图文介绍


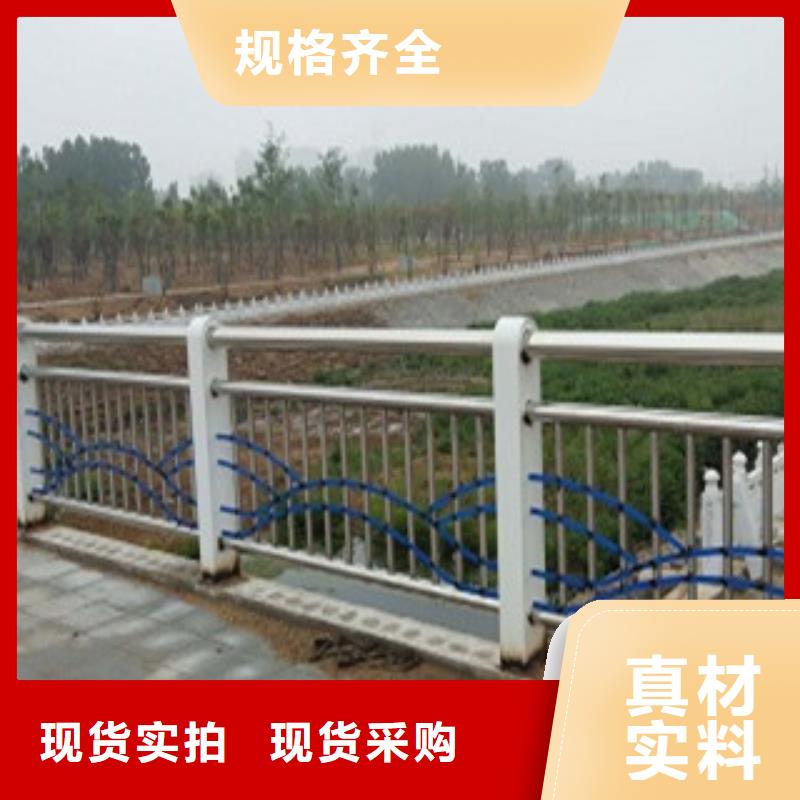
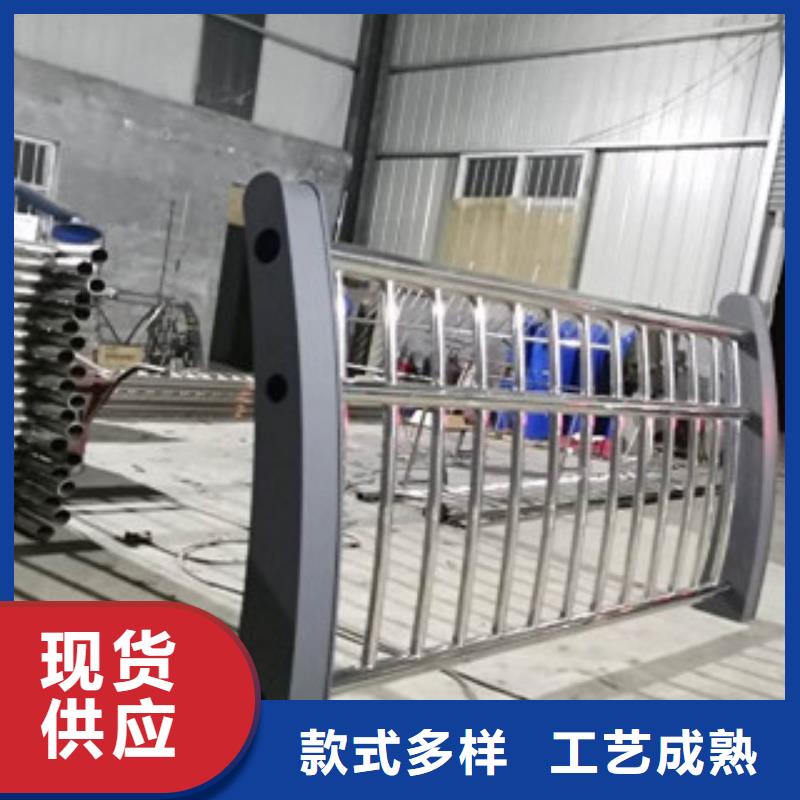
那么桥梁防撞护栏到底有哪些优势呢,为什么现在这么多地方都在使用它呢? 因为不锈钢护栏是采用特殊材质做的,在一定程度上可以减轻护栏的自身重量,增加抗压能力。本护栏底座(护栏基座)重量重,能使护栏稳固,桥梁铸铁护栏支架安装时无需在地面上打道钉或打膨胀螺栓,节能又环保。高分子复合底座重量:10-27公斤不等(可按客户的要求定制护栏底座重量),可抗压60吨以上。因为桥梁防撞护栏的底座是采用的环保产品,还结合了PVC护栏与钢制护栏的外观,让其外观显得大气美观。因为桥梁防撞护栏采用的事高分子复合材料,并且支架表面浸涂一层附着力极强的热性工程塑料保护层,让桥梁铸铁护栏支架完全与空气、水分及酸碱物质隔离,达到耐老化、耐磨、抗紫外线强,延长了护栏的使用寿命。 护栏立柱是由Q195-Q235钢板去除钢板表面的氧化铁,经酸洗后镀锌,镀锌完成后经表面清理,静电喷塑(涂塑),高温烤制而成,具有镀层、塑层均匀,附着力强,表面光洁,使用寿命长等优点。因而镀锌涂塑护栏的质量及寿命远远超越油漆等常规方式处理的钢管,镀锌喷塑护栏立柱还有一个优点就是可以根据客户的要求来制定任意颜色,从而制作出具有地方特色的独特不锈钢复合管护栏及护栏立柱。



我公司常年生产销售:(辽宁抚顺) 本地 辽宁抚顺304不锈钢复合管 。以质量求生存,以信誉求发展,愿新老客户前来洽谈合作。
公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。


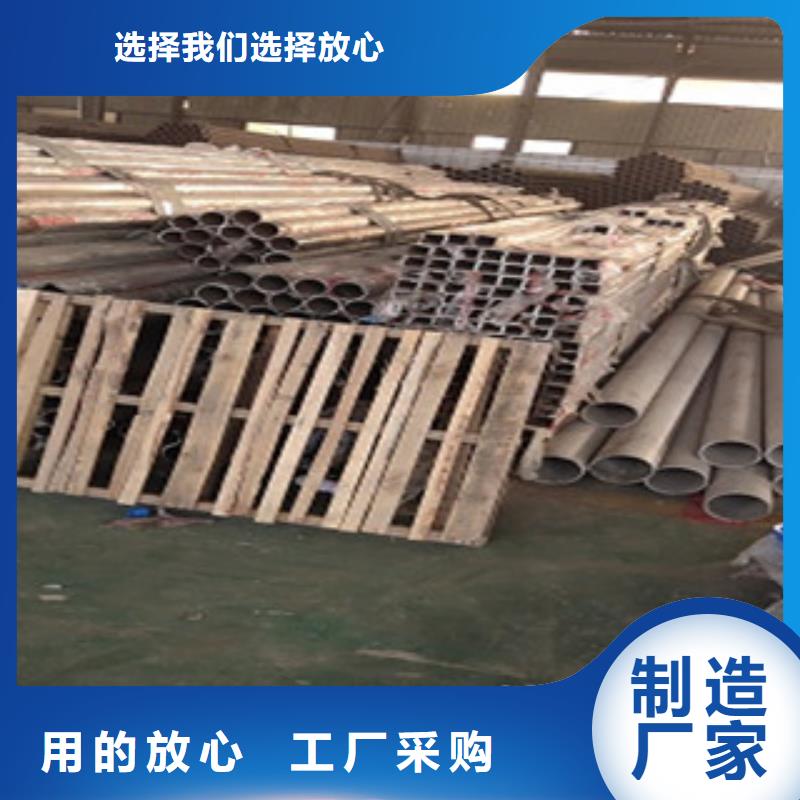
冷成型复合管的优点是生产工艺比较简单,价格较便宜。缺点是界面非扩散结合,只是依靠对外层进行的冷加工来获得紧密配合,因此冷加工复合管如果遭遇高温就有分层倾向,复合管会因应力释放而失效。这就限制了冷加工管的使用环境和应用领域。胀接分机械胀接和液压胀接两种。机械胀接是目前生产不锈钢复合管的一种主要方法,它是利用滚胀芯轴回转挤压使复合管内管发生塑性变形,外管发生弹性变形,从而使复合管的外管对内管产生接触压力,以达到复合管内外壁的紧密贴合。液压胀接原理与机械胀接相同,只是用管内高压水施压代替滚胀芯轴回转挤压。机械胀接时胀接力大小难以确定,易发生欠胀或过胀,且多次滚胀易造成衬里开裂。液压胀接时胀接力均匀且大小可进行计算,因此更具优越性。两种胀接法的共同缺点是内外层只是机械结合,和拉拔成型一样,在高温环境下会因应力松弛而分层失效。 目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。



对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。



焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。
