




聚贤丰汇金属材料有限公司集地利人和,凭借科学的管理体系、自动化办公系统、较强的生产能力、先进的检测手段和强大的销售网络,制造出质量优良、价格公道的 辽宁阜新锻造圆钢产品,服务于国内外市场。我们决心把公司建成 辽宁阜新锻造圆钢行业内的品牌企业,致力用智慧与才能谱写中华民族工业腾飞的辉煌乐章!质量铸就品牌,诚信编织未来,公司竭诚与各界朋友携手并进、共创辉煌。


聚贤丰汇钢板销售常年代理:沙钢、武钢,宝钢、舞钢,兴澄、新余、南钢等各大钢厂中厚板业务。主要以高强度低合金板系列,普碳板系列,模具钢系列,锅炉板容器板系列,管线钢,风电钢,耐磨钢等系列高端品种钢板。专注于国内大型重工,特大型重工装备企业配套供应正火、探伤保性能钢板 特宽特厚钢板。
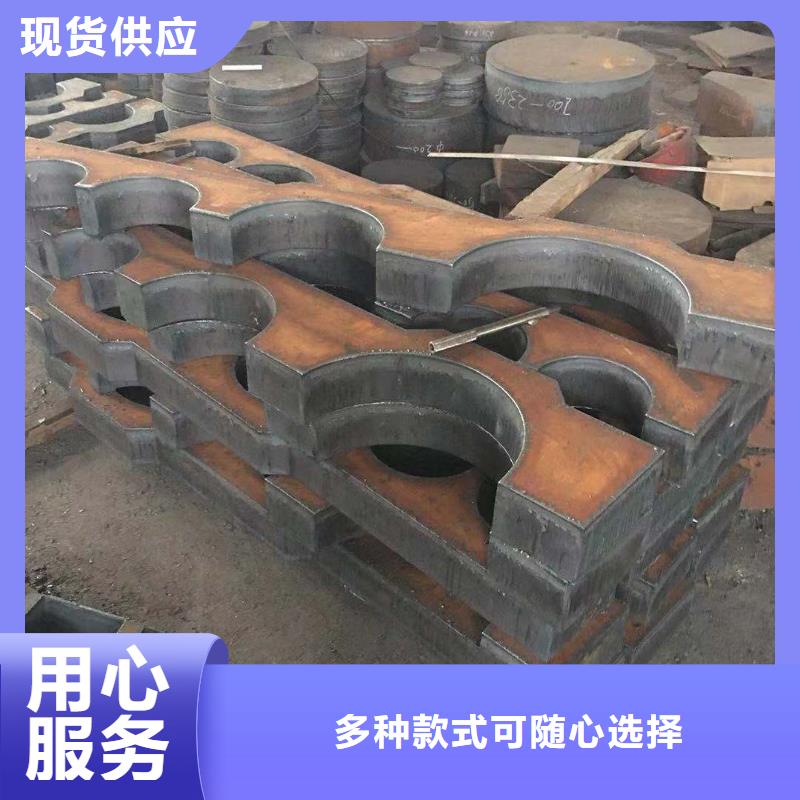
钢板零割是一种常见的钢板粗加工,客户一定要告知钢板零割件的材质:一定要跟加工方或者卖家详细说明自己要的是那种材质,完成后,收到货可以查验材质,若材质与要求不符,便可以与卖家申请换货,解决很多麻烦问题。
钢板零割件的厚度:请跟加工方/卖家详细说明自己所需要的厚度,因为板材都有负公差的,实际厚度与所要厚度有差别(一般都是下公差),购买之前一定要确认厚度,以免收到货后造成无法使用或者不必要的麻烦与不愉快等等;
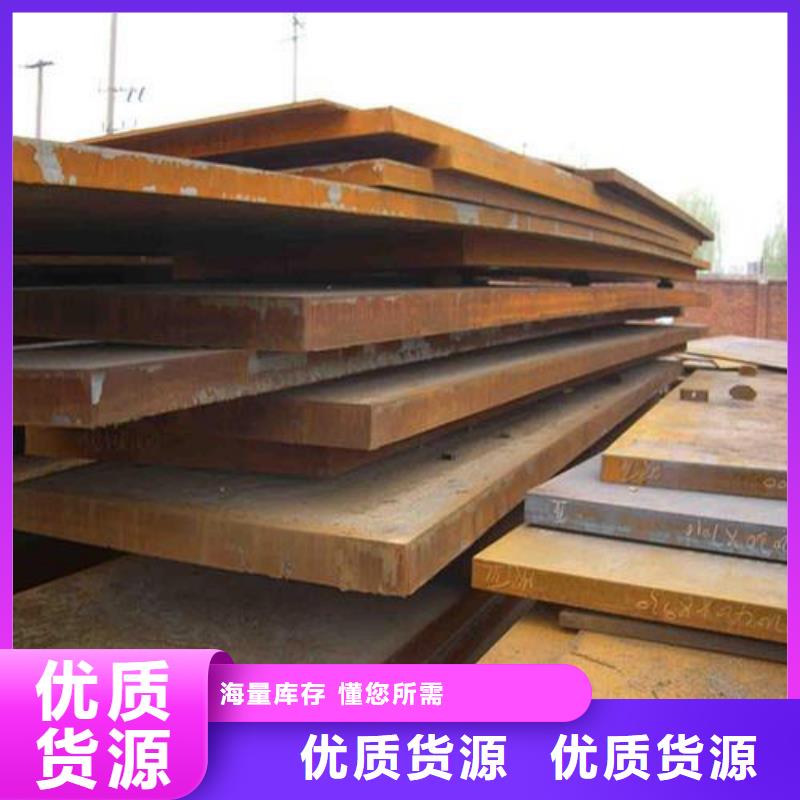
【现货材质】
普 板:Q235A,Q235B,Q235C,Q235D,Q235E 规格1.8-900mm Z向性能Z15-Z35 探伤 1000吨
低合金:Q345A,Q345B,Q345C,Q345D,Q345E 规格1.8-900mm Z向性能Z15-Z35 探伤 1000吨
碳结钢:35#,45#,50# 规格10-900mm 保性能需要定扎 1000吨
容器板:Q345R , 锅炉板:Q245R 规格6-300mm 国标状态交货 500吨
模具钢:65MN,40CR,42CRMO 规格12-200mm 国标状态交货 350吨
圆钢:45#/35#/65MN/20Mngr15/16Mngr15/9cr18mo/40cr/GCr15/cr12/cr12mov/H13R/42CRMO 规格12-600mm 18000吨等,以及各种特殊合金钢材。
【现货厚度】 8/10/12/14/16/18/20/22/24/25/26/28/30/32/35/36/38/40/45/48/50/55/60/65/70/75/80/85/90/95/100/105/110/115/120/125/130/135/140/145/150/155/160/165/170/175/180/185/190/195/200/205/205/210/215/220/225/230/235/240/245/250/260/270/280/290/300/310/320/340/350/360/370/380/400/420/450/480/500/550/600mm(以上厚度毫米均可切割加工)*1250-4500*4000-15000宽1.8米-4米,长度6米-20米的各类中厚板。并与各大钢厂有良好的业务渠道,承接各类钢板代定扎代加工业务。
钢板零割件的板面:钢板板面分为2B面与毛面,一般3mm一下的都是有2B面的,所谓2B面就是亚光面,表面比较光滑;4mm以上一般都是毛面,也就是工业面板,表面类似于磨砂面,也算对钢板有一定了解认识。
钢板零割件的尺寸:你所需要的产品尺寸一定要详细标注,若买家没有特别要求,默认为数控剪板机裁剪,误差是1mm左右,若买家有特别要求,请提前说明,可根据客户要求进行定制生产。
等离子切割:属于粗加工,用于割圆,切割比较厚的板材,切割比较毛糙,误差大5mm左右。
数控剪板机:属于粗加工,用于裁剪板材,切口平整,有略微塌边,误差适中,1mm左右。
水切割:属于相对精加工,用于精度要求相对高的产品加工,切割圆滑,误差1mm左右。
线切割:属于钢板零割精加工,用于精度要求高的产品加工,切口圆滑,误差0.05mm。



21CrMO2钢板现货,钢板怎样切割不浪费余料
为了避免资源浪费,在钢板加工下料处理时,应充分利用下料,这样才能达到很好的目的。在21CrMo2钢板加工时,针对各种下料的处理要更加科学,这样才能更好地利用下料,实现资源的合理利用,这样就能更好地进行确定下料,让人更加放心。
选择加工厂是很重要的。
选用好的钢板加工下料厂家,他们可以在服务上更周到,进而可以在质量上更好。对于产品的选择我们会很重要,至少这对于获得更好的质量是很有必要的,对于获得更好的服务也会很重要。由正规渠道挑选,将是获得更好质量的基础,为此,我们还是要更加重视。
钢板切割使用科学方法更为可靠。
聚贤丰汇在对钢板加工下料利用时,采用科学的方法确定,可以在质量上更好,可以在服务上更好,因此,根据实际需要来选择,无疑是获得更好产品的关键。为了避免造成下料浪费,有了知名厂家的服务,会有很好的效果,这样才能真正让人放心。
因此,合理地利用钢板加工下料,在使用中会取得更好的效果。唯有服务更好,才能得到客户的认可,所以我们还得更好地把握,这样才能真正让人放心,为此,多注意是很有必要的,肯定会使人更满意,所以我们还得多注意,以便能在使用中有很好的表现。
21CrMO2钢板现货,钢板怎样切割不浪费余料
如今各类新型的钢板材料,在进行加工使用时,需要按照设计中的尺寸和规格进行切割,通过实际的了解能够看出,当前钢板切割涉及到了不同的方法,其中包括冷切割和热切割,用户可以根据现实的应用要求来做出选择。
在通俗的理解中可以看出,冷切割一般都会使用切割锯来完成切割工作,而现实中的热切割加工,通常会采用火焰,等离子以及激光等切割方式。
,不同钢材的选择切割方式。
由于每个行业的生产加工中,对于钢材型号规格的选择不同,因此在进行钢板切割时,会选择科学合理的方式来进行加工,这样才能够现时生产应用的效率,已逐步的满足现实的应用需求,同时在进行切割的过程中,也要考虑到选择不同的方法和方式,这样才能更好的减少切割过程中的误差,这就考虑到了,冷切割和热切割的选择问题,由于不同的切割方式中,都有各自的特点和优势,所以要根据实际情况来进行合理的选择。
第二,对新型设备的选择和使用。
随着科技技术的逐步提高,在许多新型设备的开发和设计使用中,能够更好地满足现实中用户的需求,在钢板切割设备的设计和制造时,重点考虑到了当前用户的精度要求,对于新型设备的选择使用,不仅能够钢板的切割效率,同时也减少操作过程中出现的误差,避免原材料的浪费,给用户提供更加好和的使用保障,因此,合理的选择切割设备和设施,可以更好地产品加工的精度,并减少了废次品的产生,有效的节省了用户的生产成本。
通过对钢板切割知识的了解,能够更好地利用新型设备和设施,来钢板材料的加工应用性能,并且利用科学的方法和方式,来选择相应合理的切割加工技术,不仅有效地避免了原材料的浪费,同时了产品的生产加工精度,为下一步的生产操作提供了有利的条件。



20g锅炉钢板切割后期导致变形是什么原因
在厚钢板切割中,温度是从上表面向下递减的,切割开始时,氧气压力逐渐增加, 在钢板厚度方向达到一致,这就造成在切割起始位置钢板厚度方向燃烧不一致,工件切割起始端产生缺陷,为避免缺陷的产生可采用以下方法:
1,采用圆弧进刀增加引入线长度,避免直接切入点,此方法使用效果较好,生产中得到较为广泛的使用,其缺点是浪费材料。
2,采用引燃棒,该方法就是在切入点处紧贴钢板厚度增加一块钢板,贴紧处不应有缝隙,割刀应从引燃棒上切聚贤钢板切割入,引燃棒将引导割矩火焰至钢板底部,使钢板上下燃烧速度达到一致,得到好的切割段面,引燃棒可采用切割下来的边角料代替,此种方法减少了工件与板边的距离,减少了边角余料的产生,有效地提高了板材利用率,引燃棒在切割特厚钢板中较为实用。
堆焊复合钢板由于硬度高,双层特性,因此机加工需要注意以下事项:。
切割:可用等离子切割,水刀,电火花,碳弧,砂轮锯将大面积复层钢板切割成所需要的形状,方法是用空气或者惰性气体等离子弧进行天津钢板零割切割,方法是从合金背面开始切割,碳弧切割应从基板一面开始切割,如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
20g锅炉钢板切割后期导致变形是什么原因
弯曲:堆焊复合钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆,凹面成型,合金裂纹由于向内应力将紧闭,凸向成型,裂纹将变大开裂,这是正常现场,如果开裂过大,使用相应焊条进行修补,卷曲成管,按小弯曲半径进行。
开孔:大孔可以采用等离子切割,小孔使用水刀,电火花等,无锡钢板加工装配螺栓用的沉头孔可以采用特殊工艺进行加工。
焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐,堆焊复合钢板也可以焊接到其他钢结构上。
塞焊:可用等离子或者碳弧气刨在堆焊复合钢板上开孔,通过塞焊的方法与其他钢结构件连接。
螺栓固定:可以焊接方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在堆焊复合钢板上开孔,通过螺栓与其他工件连接。
20g锅炉钢板切割后期导致变形是什么原因
钢板在后期加工时,会因为翘曲导致切割后变形,造成工件报废,影响用户正常使用,同时造成企业经济损失,分析认为钢板经热轧后内部及上下表面存在残余应力,如果残余应力沿钢板宽度和长度方向呈不均匀分布,将会对钢板截面产生一个力矩,使钢板在分切后发生翘曲,控制措施是:。
层流冷却造成的内应力不均衡问题主要是由3种不均匀冷却导致:(1)横向冷却严重不均匀,(2)厚度方向冷却不对称,(3)横向和厚度方向冷却不均匀混合。
控制冷却的横向均匀性和厚度方向的对称性,是控制中厚板平直度,降低内应力的条件,横向冷却侧喷方案是通过改进下集管横向角度和驻水点等措施达到层流冷却温度控制均匀性。
矫直能改善钢板残余应力分布,当钢板在横断面上有应力分布不均时,可以需要采取弯辊措施以增加局部变形的方法来补偿纵向纤维的长短不齐,达到波浪弯,均匀化钢板内应力的目的,调节矫直机横向的凸度值调节也是改善钢板残余应力分布的重要措施。



GCR15中厚钢板用火焰切割费用比较低一些
中碳钢板的钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合钢板切割厚钢板。有的切削速度快,有的切削速度慢。有些是低成本,有些是高成本。有的准确度高,有的准确度低。
火焰切割是古老的钢板切割方法,其切割金属的厚度从1mm到1.2m,但当需要切割厚度在20mm以下的绝大多数低碳钢板时,应采用其他的切割方法。
火焰切割是利用氧化铁燃烧过程中产生的高温对碳钢进行切割。火焰切割炬的设计为氧化铁的燃烧提供了充足的氧气,保证了良好的钢板切割效果。
火焰切割设备成本低,是钢板切割厚金属板 经济有效的手段,但在薄板切割方面有其缺点。与等离子体相比,火焰切割的热影响区更大,热变形也更大。为了准确有效的切割,操作人员需要有高超的技术来避免金属板材在切割过程中的热变形。
GCR15钢板火焰切割方式有两种:火焰切割和切割机切割。
气割
切割炬又称火焰枪。使用不同的气体,结构也不同。常用的是氧乙炔炬。乙炔压力为0.01~0.12mpa,氧气压力为0.50~1.0MPa。两种气体通过各自的通道在火焰枪中混合燃烧。火焰的大小和性质可以调整。通常采用手动手持火焰枪切割轧制后的大管坯和板坯,或对钢材矫直后的缺陷进行补充切割。
切割机切割
它由割炬、定径机构和割缝清洗装置组成,其工作原理类似于火焰枪。定长机构有机械式、脉冲式、光电式,可实现自动定长。分切清理装置是专门用于清理粘在分切口上的残留物,以防止影响钢材的表面质量。清洗方法是用刮板将粘渣刮掉,再用一组高速旋转的尖锤将粘渣和毛刺敲掉。火焰切割机主要用于连铸机后坯的在线切割设备,切割大断面坯、板坯、管坯,切割厚度大于50mm的成品钢板。
火焰切割常用的有乙炔、丙烷、液化气、焦炉气、天然气等。考虑到污染、能源消耗和成本比,天然气是适合切割的天然气。但是天然气也有其局限性,即火焰温度不高,导致切割效率不如乙炔。为了弥补这一缺陷,大多数天然气切割厂家选择在天然气中添加增效剂来提高火焰温度和切割效率。包钢和中铁山桥集团使用的是掺有申奇添加剂的协同天然气。包钢生产的中厚板因其平整度而被文昌卫星中心工程标准化。1.检查现场是否符合要求,切割炬、氧气瓶、乙炔瓶(或乙炔发生器、防闪器)胶管、压力表是否正常,按操作规程连接气割设备。
2.切割前应先将工件拉平,工件下方应留有一定间隙,以方便去除氧化铁渣。切割时,为防止操作者被飞溅的氧化铁渣烫伤,必要时可加挡板。
3.通过点燃火焰检查空气管路,并适当调整预热火焰。然后打开切割氧阀,观察切割氧流量的形状(即风线)。风线应该是直线的、清晰的、长度合适的圆柱体。只有这样才能使工件切口的表面光滑、干净,宽度一致。如果空气管路不规则,应关闭所有阀门,切割喷嘴的内表面应用针或其他工具进行修整,使其光滑。
4.把氧气调到所需的压力。对于喷射式割炬,要检查割炬是否有喷射能力。检查方法是先拔出乙炔油。
GCR15中厚钢板用火焰切割费用比较低一些
