





以下是我们上传的碳钢冲压件销售实拍视频,您可以点击观看。
以下是:碳钢冲压件销售的图文介绍


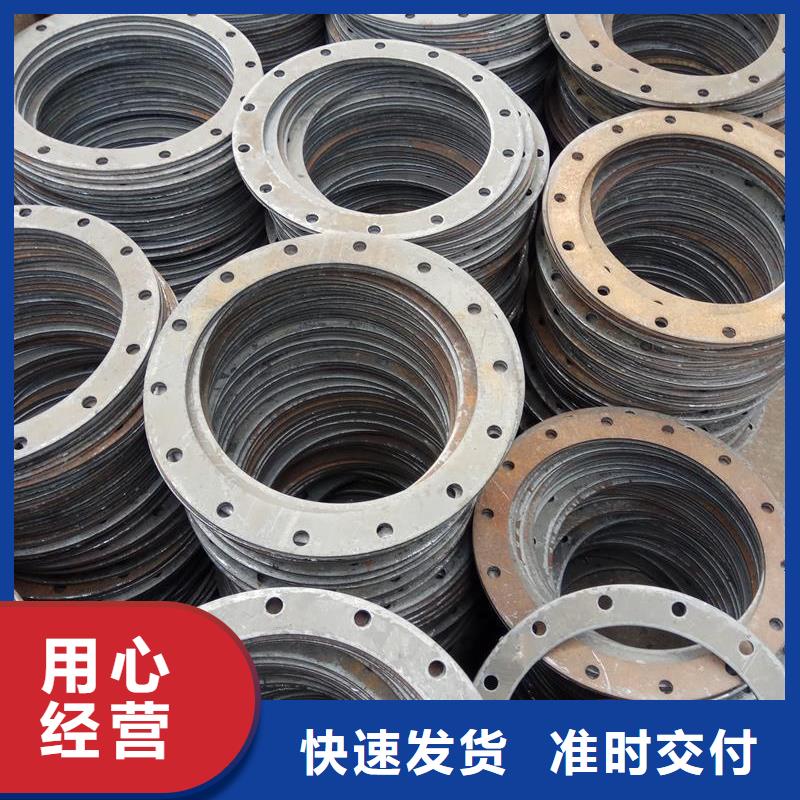
冲压件
1,粘合、刮痕:由于材料与凸模或凹模摩擦而在制件或者模具表面出现的不良;
2,毛刺:主要发生于剪切模和落料模,刃口之间的间隙或大或小时会产毛刺;
3,线偏移:制件成形时,首先与模具接触的部位被挤压并形成了一条线;
4,凸凹:开卷线有异物(铁屑、胶皮、灰尘)混入引起凸凹;
5,曲折:由于应力不均匀、拉延筋匹配不良或者压机滑块控制不良等造成制件r角部位或者压花部位发生曲折、应变;
6,:由于压机滑块调整不良、压机精度低、气垫压力调整不合适、冲头或者r部位大等原因引起边缘或r部位。



汽车冲压件一般选用的材料
汽车冲压件生产中采用了大量的冷冲压工艺适合汽车冲压件工业多品种、大批量生产的需要。在中、重型汽车中,大部分覆盖件如车身外板等,及一些承重和支撑件如车架、车厢等汽车零部件都是汽车冲压件。
用于冷冲压的钢材主要是钢板和钢带,占整车钢材消耗量的72.6%,冷冲压材料与汽车冲压件生产的关系十分密切,材料的好坏不仅决定产品的性能,更直接影响到汽车冲压件工艺的过程设计,影响到产品的质量、成本、使用寿命和生产组织,因此合理选用材料是一个重要而复杂的工作。


《GB/T13914-2002 冲压件尺寸公差》规定了冲压件的尺寸公差。按照平冲压件和成形冲压件分别规定了尺寸公差。冲压件的尺寸公差数值与冲压件尺寸和板厚两个尺寸有关,另一方面与精度等级有关。
平冲压件尺寸公差:分为11个等级,用ST1至ST11表示,其中ST表示平冲压件尺寸公差,公差等级代号用阿拉伯数字表示。从ST1到ST11精度等级依次降低。
成形冲压件尺寸公差:成形冲压件分为10个精度等级,用FT1到FT10表示,其中FT表示成形冲压件尺寸公差,阿拉伯数字表示公差等级。从FT1到FT10精度等级依次降低。
冲压件极限偏差:孔尺寸按下偏差为0,上偏差为下偏差加尺寸公差;轴尺寸规定上偏差为基本偏差,数值为0,下偏差为上偏差减去尺寸公差。对于孔中心距,孔边距,弯曲、拉深的长度、高度等上下偏差规定为尺寸公差的一半。
平冲压件尺寸公差:分为11个等级,用ST1至ST11表示,其中ST表示平冲压件尺寸公差,公差等级代号用阿拉伯数字表示。从ST1到ST11精度等级依次降低。
成形冲压件尺寸公差:成形冲压件分为10个精度等级,用FT1到FT10表示,其中FT表示成形冲压件尺寸公差,阿拉伯数字表示公差等级。从FT1到FT10精度等级依次降低。
冲压件极限偏差:孔尺寸按下偏差为0,上偏差为下偏差加尺寸公差;轴尺寸规定上偏差为基本偏差,数值为0,下偏差为上偏差减去尺寸公差。对于孔中心距,孔边距,弯曲、拉深的长度、高度等上下偏差规定为尺寸公差的一半。



金海金属材料有限公司在 辽宁阜新精密管激烈竞争的商海中,始终坚持以客户为中心,以质量为重点、人才为保证、效益为根本的经营理念,坚持扎扎实实、脚踏实地为客户服务,为社会发展着想的宗旨。无论是现在还是将来,我们都将始终不渝地遵循这一宗旨。我们真诚的希望与国内外广大用户建立长期、友好的战略合作伙伴关系,互惠互利,共图发展!

