




如需连接,应采用搭接焊,搭接长度不得小于20mm,采用双面氧焊,并保证焊缝饱满,无砂眼裂缝。焊工必须经培训合格,持证上岗。“十”字接头和“T”字形接头在现场加工时,应严格控制焊接质量。
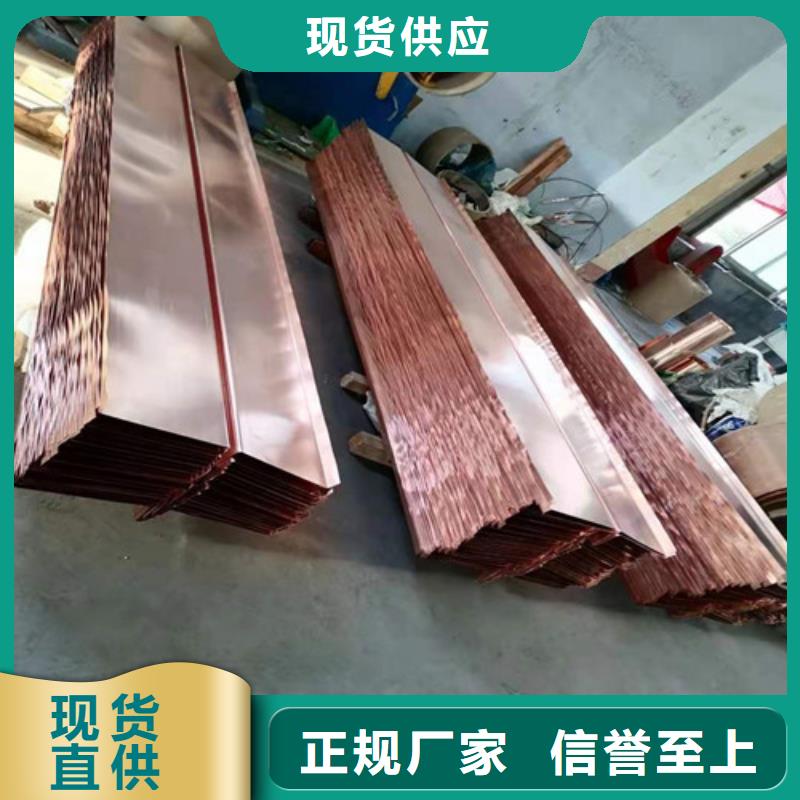
止水铜片的衔接根据施工图的规定,采取折叠、咬接或搭接,搭接长度不应小于20mm,咬接或搭接应采取双面焊,焊工需考试合格,焊接作业必须在递交试焊样品报请监理人批准后方可施焊。
3、止水铜片安装过程中
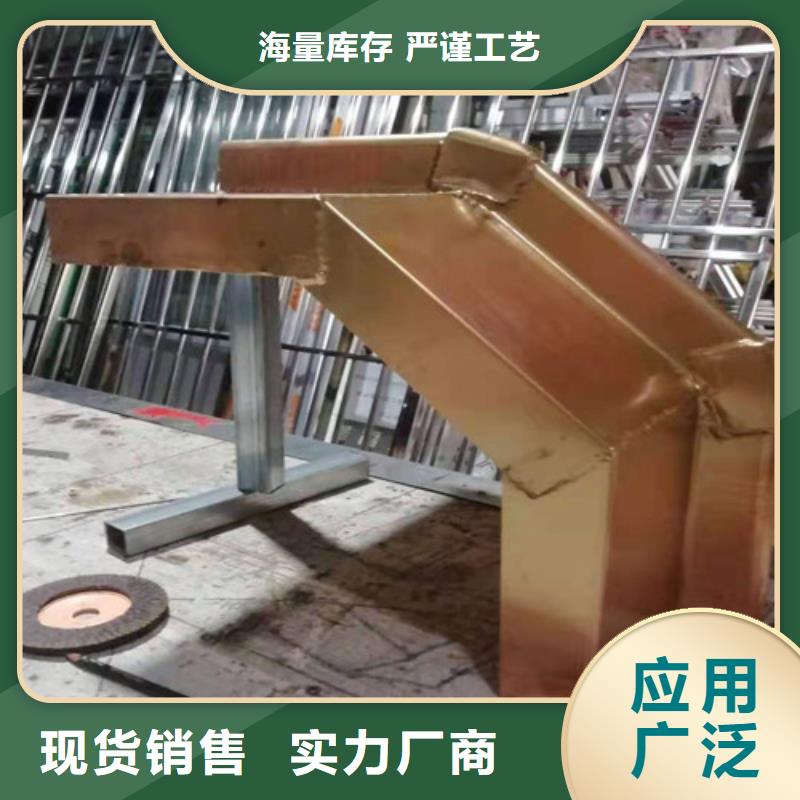
安装应由模板夹紧定位,支撑牢固。须按设计位置跨缝对中进行安装,并用托架、卡具定位,确保在混凝土浇筑过程中不产生变形或位移。不允许有拉筋、钢筋或其它钢结构与止水相碰接。
安装应保证牛鼻子对中并加以固定,防止在砼浇筑时变形或偏离分缝中心线,架立止水片时不得在金属止水片上穿孔。
安装应准确、牢固,其鼻子中心线与接缝中心线偏差5 。定位后应在鼻子 空腔内满填塑性材料。




1、固定止水带的砼界面保持平整、干燥,安装前界面浮渣尘土及杂物,止水铜片的衔接根据施工图的规定,采取折叠、咬接或搭接,搭接长度不应小于20mm,咬接或搭接应采取双面焊,焊工需考试合格,焊接作业必须在递交试焊样品报请监理人批准后方可施焊。  用钢钉或胶粘将止水条固定在已确定的安装部位。但必须将有注浆管的面按放在原砼界面上。已埋入先浇混凝土块体内的止水片,应采取措施防止其变形移位和撕裂破坏,且止水片必须高出先浇块表面以上不少于20cm。大仓面浇筑中仓内伸缩缝止水片,应在混凝土浇筑前架设在预定位置上,并用钢筋等将其固定,不得因混凝土卸料或振捣发生移位。在浇筑混凝土时,应止水片周围混凝土料中的大粒径骨料,并确保混凝土浇筑质量


为适应某些时效强化型合金板带在生产过程中固溶淬火的需要,在热轧出口侧设置了冷水喷淋系统(亦称在线淬水系统)。它可以在较短的时间内使带坯的温度从700℃左右或更高的温度迅速降至300℃以下甚至更低。
为提高紫铜片止水带产品精度和表面质量,现代热轧机本体应用了电动压下、液压调的压下系统、轧辊分段冷却系统、液压弯辊或液压垫系统、强力夹持对中系统、立辊轧边系统及厚度自动控制系统,进一步提高了热轧机的装机水平和控制精度为生产高精度薄板带提供了可靠的保障。



本页面推广的关键词包括广通工程材料有限公司的 辽宁阜新聚酯纤维;通过推广希望您可以关注到 辽宁阜新聚酯纤维的产品介绍并致电咨询;





