


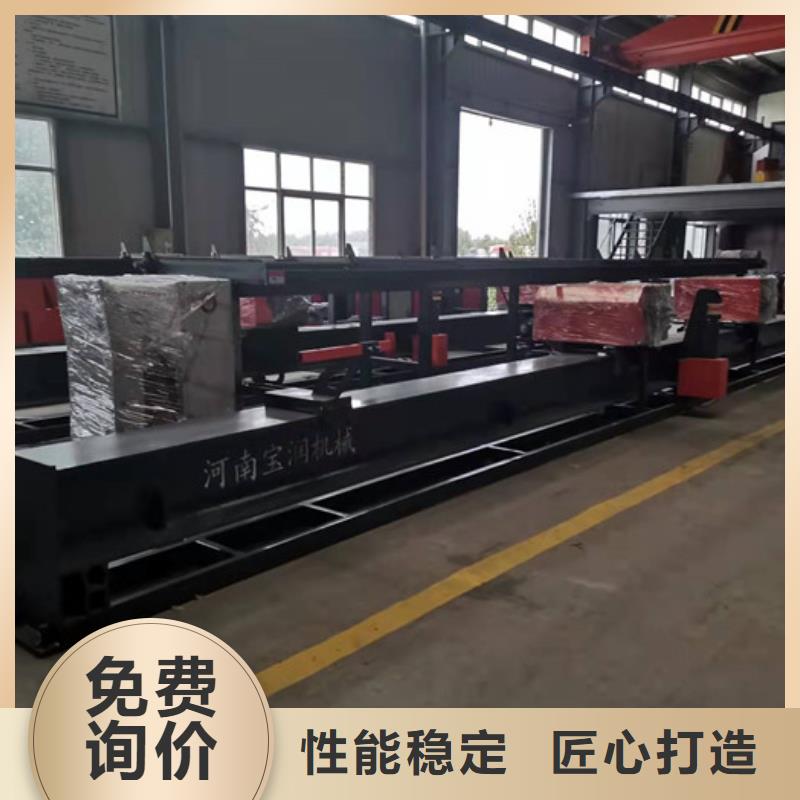
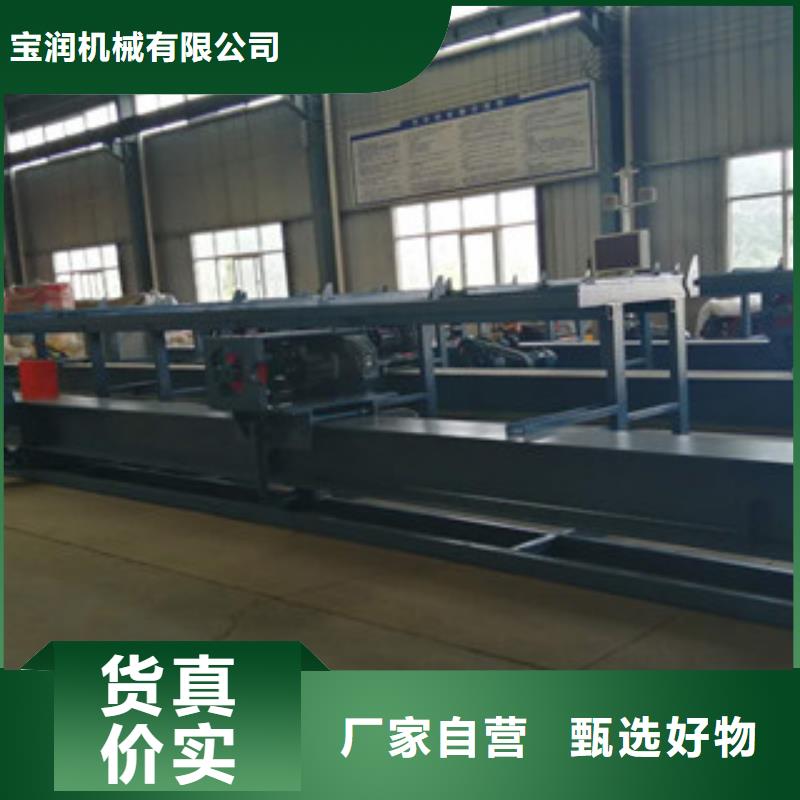

无需长篇大论,观看数控立式钢筋弯曲中心一次成型视频,让你瞬间爱上我们的产品。
以下是:数控立式钢筋弯曲中心一次成型的图文介绍
建贸数控钢筋笼滚焊机厂家有限公司的目标是:向我们的用户提供高价值服务,每一个售后服务员工应优先考虑用户的利益。
如果您对我们的 广西小导管冲孔机产品感兴趣,请联系我们,我们会用优质的 广西小导管冲孔机产品和诚挚的服务赢得您的满意!


我给大家介绍一下关于数控钢筋弯曲中心工作原理及使用方法。首先是接通电源,在数控钢筋弯曲中心控制面板上打开开关,再启动油泵,这样你就听到油泵的转动声音了。(此器不动作)行程调节,使用必须要注意调节行程,在折弯前一定要测试。它的上模下行至部时必须保证有一个板厚的间隙。否则会对模具机器造成损坏。行程的调节也是有电动快速。数控钢筋弯曲中心折弯槽口选择,一般要选择板厚的8倍宽度的槽口。如折弯4mm的板料,需选择32左右的槽口。后挡料一般都有电动快速和手动调,方法同剪板机。踩下脚踏开关开始折弯,数控钢筋弯曲中心模具与剪板机不同,可以随时松开,松开脚便停下,在踩继续下行。综上所述,就是关于数控钢筋弯曲中心工作原理和使用方法了。



而目前的市场中实际上是息化早已成为施工企业加强管理、增加经济效益的必须手段,同时也是施工企业自身核心竞争力必须的基础和条件。2)企业管理角度。改革开放以来,我国的施工企业有了很大程度的发展和变化,松散管理、分散经营的现象正在形成,“大项目,小公司”是目前很多企业惯用的管理模式。而目前的市场条件也在一定程度上决定着国内施工行业尤其是房建行业只有非常小的利润,同时,因为国内大多数施工总承包企业都具有房屋施工总承包一级资质,所以,为了维持企业的运营,其只能靠堵住管理漏洞的方式获取经济效益。结合实际发展状况可知,推行息化管理不仅能促进管理效率提高,还能实现集约化的管理,为企业增加一定的经济效益[1]。3)企业管理层角度。实施息系统能增强各业务部门之间的联系, 程度避免重复数据录入现象的发生,同时,管理层还能随时登录系统,完成对数据的实时搜索,获取一手资料,为管理层的决策提供准确、及时的数据支持。即便是在外出期间,只需要有移动设备,便可随时随地完成公务处理工作,极大地减少了工作的堆积,并促进了工作处理效率的有效。
的发展。


B采用CNC伺服控制系统,实现全自动、不间断的弯曲成型的钢筋标准化加工流程;C钢筋调直、定尺、弯箍、?。河南宝润数控钢筋弯曲中心使用出现故障的解决办法::数控钢筋弯曲中心河南宝润数控钢筋弯曲中心使用出现故障的解决办法,数控钢筋弯曲中心由计算机代替了人工弯曲,因此在使用时更加的方。这也应该是大多数人想要了解的事情,所以今天我们一起来看看如何处理故障问题。数控钢筋弯曲中心开机后上刀伸出不回a.装配的油路管不正确的。解决方法:按照说明书正确装配b.上下刀间隙小或过大的解决方法:上下刀间隙为0.2mm左右c.电磁换向阀不换向解决方法:检查线路连接、更换电磁换向阀、检查电器。
数控钢筋弯曲中心切不断或有时切不断a.切断用高压不足。解决方法:按说明书压力b.上下刀间隙大大解决方法:上下刀间隙为0.2mm左右。数控钢筋弯曲中心单次连切延时闭合时间继电器时间短(N线连接件)。解决方法:适当调长时间到不连切。不切a.电磁换向阀损坏或内有污物。解决方法:卸下数控钢筋弯曲中心清洗,检查线圈如损坏更换。手动切断正常,数控钢筋弯曲中心撞击接近开关不工作解决方法:维修或更换a.继电器闭点损坏(JS1)解决方法:更换b.接近开关损坏。切断时钢筋头部弯曲解决方法:a.上下刀间隙过大,按说明书规定b.调细料时没装底刀前导料支架数控钢筋弯曲中心出现跑丝时,可以先检查下钢筋弯曲机的压紧簧是否过紧。
数控钢筋弯曲中心切不断或有时切不断a.切断用高压不足。解决方法:按说明书压力b.上下刀间隙大大解决方法:上下刀间隙为0.2mm左右。数控钢筋弯曲中心单次连切延时闭合时间继电器时间短(N线连接件)。解决方法:适当调长时间到不连切。不切a.电磁换向阀损坏或内有污物。解决方法:卸下数控钢筋弯曲中心清洗,检查线圈如损坏更换。手动切断正常,数控钢筋弯曲中心撞击接近开关不工作解决方法:维修或更换a.继电器闭点损坏(JS1)解决方法:更换b.接近开关损坏。切断时钢筋头部弯曲解决方法:a.上下刀间隙过大,按说明书规定b.调细料时没装底刀前导料支架数控钢筋弯曲中心出现跑丝时,可以先检查下钢筋弯曲机的压紧簧是否过紧。



