
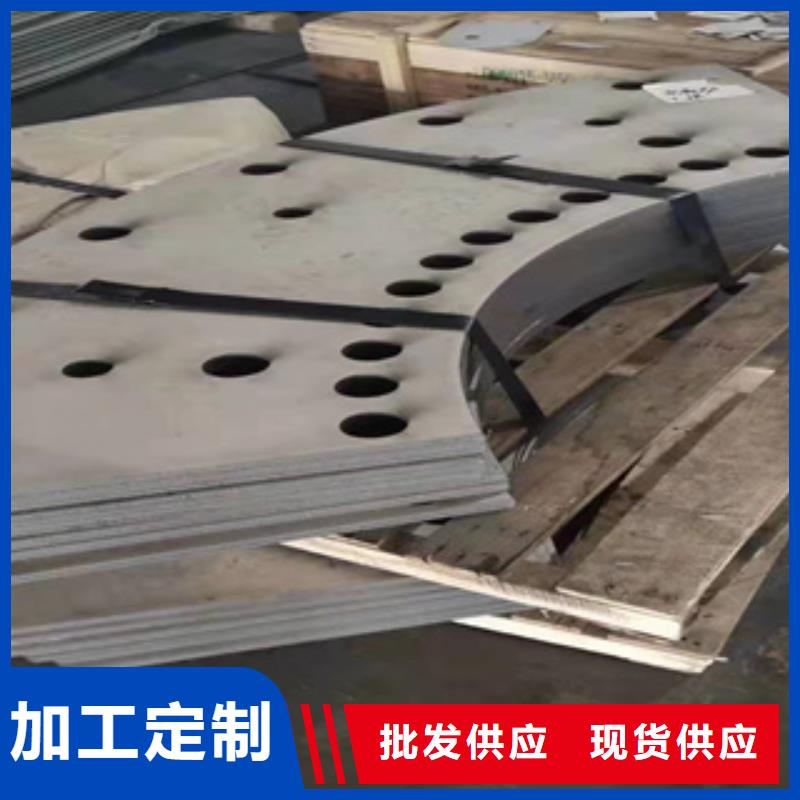


以下是MM360耐磨板零售异型件加工的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:MM360耐磨板零售异型件加工的图文介绍

鑫邦源特钢有限公司拥有一批经验丰富的技术人员。公司是一家专业从事 四川广元合金钢管的公司。鑫邦源特钢有限公司是以“精准、诚信、专业、”为公司施工和服务理念,公司多年以来一直专注于 四川广元合金钢管研究工作,技术力量雄厚、经验丰富。公司以完善到位的专业化技术赢得了省内外项目业主的信赖和好评,公司在坚持技术创新的基础上,狠抓质量管理,不断提高服务水平,实现了公司业务的良性发展。我们热诚欢迎省内外客户及业内人士来我公司考察,参观、指导及技术交流!


对于w(Ni)在4%-7%的低碳马氏体耐磨衬板以及超级马氏体耐磨衬板,在淬火后(通常采取空冷)形成低碳马氏体,在回火加热到As(低于Ac1)以上时,将发生M的你转变。这种组织不同于Ac1温度以上转变形成的奥氏体,也不同于从高温冷却时残留的奥氏体,因此称为逆变奥氏体。 这种组织富碳富镍,具有良好的组织温度性,通常弥散分布于低碳马氏体基体,具有明显的强韧化作用。焊接特点对于Cr13型和马氏体耐磨衬板来讲,高温奥氏体冷却到室温时,即使是空冷,也转变为马氏体,出明显的淬硬倾向。 由于焊接是一个快递加热与快速冷却的不平衡冶金过程,因此,此类焊缝及焊接热影响区焊后的组织通常为硬而脆的高碳马氏体,含碳量越高,这种硬而脆倾向就越大。当焊接接头的拘束度较大或氢含量较高时,很容易导致冷裂纹的产生。 与此同时,由于此类钢板的化学成分使其组织位于舍夫勒M与M+F相组织的交界处,在冷却速度较小时,近缝区及焊缝金属会形成铁素体及沿晶析出碳化物,使接头的塑韧性显著降低。因此,在采用同材质焊接材料焊接此类马氏体钢板,为了细化焊缝金属的晶粒,焊缝金属的塑韧性,焊接材料中通常加入少量的Nb、Ti、Al等合金化元素,同时应采取一定工艺。



双金属耐磨板的预热温度750℃焊接电源采用直流正板性,以工件的温度。焊接电流250A,焊钳采用自制的水冷式焊钳。手工电弧焊缘。焊件厚度大于5毫米时,焊前必须预热,预热温度一般在600-740℃左右。用107#双金属耐磨板焊接,电源应采用直流反接。 焊接时应当用短弧,钢板不宜作横向摆动。钢板作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。在焊接时,必须层间的熔渣,且焊接应在通风良好的场所进行。耐磨板焊好后应用平头锤敲击焊缝,应力和改善焊缝质量。 手工氩弧焊:在双金属耐磨板手工氩弧焊时,采用的钢板有双金属耐磨板201(钢板)和双金属耐磨板202。焊前应对工件焊接边缘和钢板表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。 复合耐磨板主要有以下八大性能,下面鑫州具体为大家介绍一下各大性能的特点:适应性好:用软管半自动或自动全位置焊比较方便,因此利于全位置焊。易掺合金:复合耐磨板可以用钢带卷入药粉掺合金来作成各种不同耐磨钢板,可更大范围地代替手工焊和实心钢板气保护焊及埋弧焊。


煤化工行业因筛焦量大,磨损极为严重,是焦化行业典型的易损件。约需花费 的时间,极大的影响了生产进度。,连续使用6~7个月以上,筛分焦炭25万t,表面5mm厚的耐磨层仍磨损较轻,可继续使用,寿命10倍以上。 焦化厂给料机入料口与衬板也是磨损严重的易损件,是长期未解决的生产难题。采用耐磨衬板制造的入口和衬板使用1年多,入料口一次也没有维修更换,衬板耐磨层表面磨损甚微,初步估算,使用寿命均可8~10倍以上。选煤行业选煤系统中弯头、三通等管道附件、介质管道、介质分流箱、泵体、筛板、落煤溜槽、旋流器溢流管、入料保护箱等设备都是承受中强冲击磨损和磨粒磨损的设备。 利用耐磨衬板制备耐磨管/管件或在溜槽内部铺设复合板作为耐磨层,可显著设备的耐磨性,延长其使用寿命,应用良好。将加工好的耐磨衬板利用塞焊或螺栓连接的方法焊接在易磨损管道的内部,即制成具有良好耐磨耐冲击性能的耐磨管,也可直接下料制成耐磨零部件安装,如直接切割下料制作成耐磨弯头,设备耐磨性。 燃煤发电厂利用耐磨衬板制备电厂煤粉灰输送管道、中速磨煤机部件、破碎机部件、一次风机叶片、磨煤机入口风箱、选粉机进料斗、导向叶片、缓冲板、空气处理系统、运输机等设备,可工件检修更换,降低工人?。

