

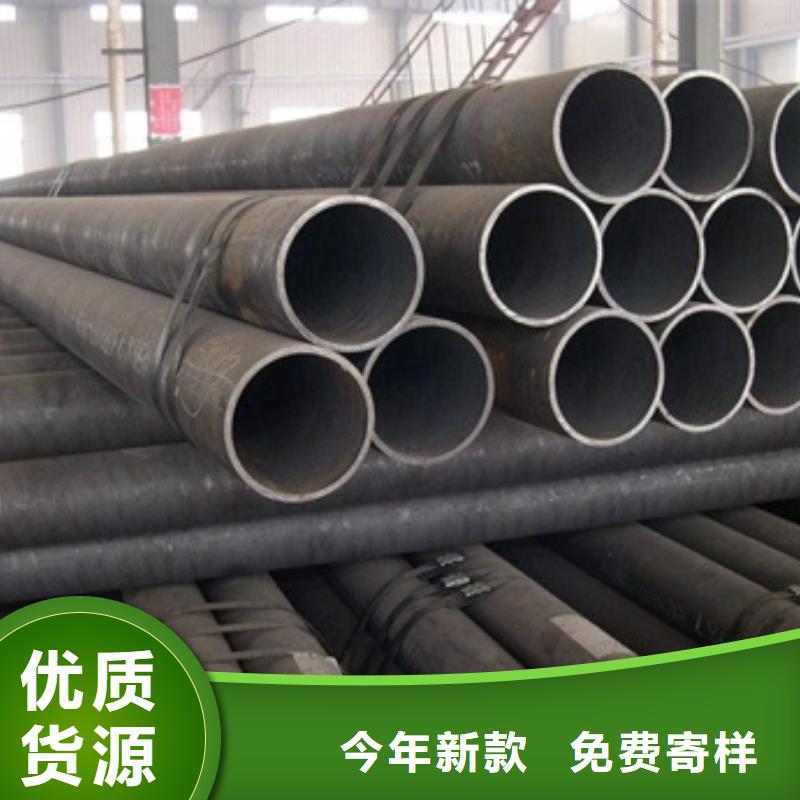



想一睹20G无缝钢管生产流程产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受20G无缝钢管生产流程产品的独特之处!
以下是:20G无缝钢管生产流程的图文介绍

经过十余年的磨砺与探索,艾斯特钢材有限公司已初具规模,拥有国内先进的生产技术和设备。专业生产 广东广州大口径无缝钢管系列产品。铸就了自己的品牌。公司引领 广东广州大口径无缝钢管新潮流,将秉承“质优、环保,共赢”为主题的战略思想,坚持求实进取,团结奉献的创业精神。以“科技创新 德赢天下”的企业精神、以高质量的 广东广州大口径无缝钢管产品泽惠用户,服务社会。 我们愿与您携手共赢,共创美好明天!


无缝钢管具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。 无缝钢管上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 无缝钢管屈服点的计算公式为: 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。 无缝钢管断后伸长率(σ) 在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为: 式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。 无缝钢管断面收缩率(ψ) 在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。 式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。




大口径合金无缝管的生产工艺。它包括以下步骤:步骤一,物料准备;步骤二,管坯加热和斜轧穿孔;步骤三,毛管修整;步骤四,热扩变形定径;步骤五,热处理;步骤六,矫直;步骤七,内磨;步骤八,纠偏;步骤九,外磨;步骤十,探伤检验;步骤十一,再精整、终检和包装。本发明不但可以在大组距的范围内生产合金无缝钢管,而且投资相对较小,产品质量高,生产效率较高,生产成本较低。无缝钢管的主要生产流程 管坯及坯加热、管坯的穿孔、钢管的延伸、钢管的轧制、钢管定径与减径、钢管的冷却和精整 或者可以说是 钢胚的加热 穿孔 热扎 酸洗 冷拔 碳烧 切头 喷标 包装 成品。 一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。



