




想要更直观地了解废旧电池回收电话产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:废旧电池回收电话的图文介绍
泽兴柴油发电机租赁厂家有限公司还拥有一支高素质、高技术、高水准的专业技术团队,秉承“品质优先,客户至上”的经营理念和“团结、开拓、务实、求精”的管理机制,凭借上乘的质量、优良的服务和良好的信誉,和众多企业达成良好的合作关系。不断进取,努力做好 青海果洛发电机回收产品。


3、快速充电:快速充电是指以大电流方法的充电方式。快速充电不产生大量的气泡又不发热从而可缩短充电时间。目前,常用的快速充电主要有脉冲充电和大电流速减快冲两种。 4、均衡充电:均衡充电是以小电流(1/20C20A)进行1~3h的充电过程。主要用来一组浮充电运行(即将直流电源和回收UPS蓄电池并联连接的工作方式)回收UPS蓄电池在同样运行的条件下,由于某种原因造成的全组电池不均衡而形成的差别,以达到全组电池的均衡。此方法一般不能频繁使用,但当回收UPS蓄电池出现下列情况之一时,必须进行均衡充电: A回收UPS蓄电池回收组长时间在电流放电,或长时间担负直流电荷后未及时充电时。 B回收UPS蓄电池个别单格电压、电解液密度偏低,全组电池产生差别时。 C没有按规定周期实施充、放电。



铝壳电池回收发鼓修复 1:过度放电或过度放电。 2:蓄电池长时间存放(无电情况下) 4:电解液过少或无电解液 5:电解液比重太高 6:在高温条件下充电 7:受污物污染(例如受到盐酸、海水、有机酸等污染) 8:蓄电池充电时加上过大的电流 9:电极板变形造成正极板与包极板互相接触,因而产生短路现象 10:在极板上部及下部沉积有污物,引起短路 电池损坏分为物理性损坏和化化学性损坏,对于物理性损坏可以用*电池修复机器进行维修,而化学性损坏有些可以进行电瓶翻新,但也有的直接就报废了。 这些修复方法为: 1、 重新配组。整组电池损环以后,我们往往对电池进行充放电检测,在检验中往往会发现一组电池中有50%的电池并没有损坏。其原因也就是在串连电池组中,个别的电池落后形成整组电池功能下降,以至于整组电瓶功能下降。 2、 补水。对使用了半年的电池进行一次补水,可以延长电池的使用寿命,延长时间平均达到3个月以上。应该注意的是,每次补水以后,电池都利用处于过充电状态把电池由“准贫液”转为“贫液”状态,而这个过充电对提高电池容量是有好处的。 3、 硫化。采用“科帝”电池修复设备,对电池进行硫化的处理。 4、 采取微粒发生器并联在电池上,对电池进行修复。这种方法对修复电池比较好,但是由于修复的比较,所以,如果没有过放电,对于连续使用的电池来说,往往是了电池硫化的可能性。 5、 综合修复方法。 对电池采用定期检验,及时除硫和补水,单只电池充电、重新配组。


随着提出的新能源利用号召,国内新能源汽车产业进入了快速成长期,整车产量逐年节节攀升,根据国务院发布的《节能与新能源汽车产业发展规划(2012-2020年)》要求,到2020年,我国纯电动汽车和插电式混合动力汽车累计产销量要超过500万辆。受下游整车市场需求的带动,处于产业链上游的动力电池行业也驶入快车道,据权威数据显示,2016年中国汽车动力电池产量30.8GWh,同比增长82%。 动力电池是新能源汽车的核心,在电池产量日益增加、产品大量投放市场的同时,一个不容忽视的问题已经迫切摆在我们面前,那就是关于废旧锂电池的回收。有数据统计,2016年我国动力电池的报废量累计约为2-4万吨,2018年中国累计废旧动力电池将达12.08GWH,累计报废量将达到17.25万吨。根据测算,2018年对应的从废旧动力锂电池中回收钴、镍、锰、锂、铁和铝等金属所创造的回收市场规模将达到53.23亿元,2020年这一市场可达101亿元,而到2023年废旧动力锂电池市场规模将达250亿元。 废旧锂电池回收 未来,废旧动力锂电池的回收将会形成一个十分庞大的市场。这不仅仅是因为动力锂电池的保有量日益增加,也因为构成锂电池的成分和结构较为复杂,包括钢/铝壳、铝集流体正极负载钴酸锂/磷酸铁锂/镍钴锰酸锂等、铜/镍/钢集流体负载碳、聚烯烃多孔隔膜、六氟磷酸锂/高氯酸锂的碳酸二甲酯/碳酸乙烯酯/碳酸甲乙酯溶液等,如不加以回收,将会对环境产生很大影响。而回收后,通过技术提取,很多材料还可以被再次利用。出于环保和资源再利用方面的考虑,动力锂电池的回收是十分必要的。 目前,动力电池回收主要采用两种方式:一种方式是进行二次利用,即针对没有报废只是容量下降无法被电动汽车继续使用的电池,采取将电池组拆包的方法,对模块进行测试筛选,再将可用的电池重新组装利用,如应用到储能领域等;另一种方式是对已经报废的动力电池进行拆解,回收可用材料并进行再利用。 1、二次利用 当前阶段,电动汽车动力电池使用寿命的终点是以初始容量的80%来规定的。也就是说当车辆跑了5到10年,动力电池即将报废时,其实电池还是可以使用的,只不过电池的性能出现了一定的下降,如容量减少,内阻增加等。目前比较常见的处理方法是把这些报废电池继续利用,在发电厂(配合风能或太阳能发电使用效果更佳)作为储能装置使用,可以继续用来削峰填谷,抑制噪声等。 将报废的锂电池用来组建用于太阳能发电、风力发电的蓄电系统,是当前比较热门的应用方向之一。在这方面,日本企业算是先行者,包括日产和住友合资的4REnergy、SHARP、NEC等企业在内的多家日本公司,都在进行这种蓄电系统的研发和应用,有的主要面向电力公司,有的主要面向家庭。 之所以选择将报废电池应用于太阳能发电和风力发电的蓄电系统,是因为太阳能发电和风力发电受天气因素影响较大,不太容易持续稳定地提供电力。以太阳能发电为例,阳光充足的时候太阳能电池板能输出很大的功率,但是晚上或是阴雨天的时候,输出功率就会非常微小。电力企业通常不会把这种可能剧烈波动的电力直接连入电网,而是先储存到蓄电系统,再由蓄电系统对外输出稳定的电力。 我们以日产Leaf的做法为例,日产在Leaf的电池容量降到70%的时候就将其“报废”。Leaf的锂电池,出厂时容量为24kWh,降到70%还能存储16.8kWh,这样的电池如果直接拿去拆解未免过于浪费,而其剩余的储能空间基本能够满足蓄电系统的要求,从而很好的实现了二次应用的价值。 我国早已开始实施风能和光伏的综合利用,在蓄电系统建设和应用方面有着巨大的市场空间。日本企业的做法,为我们今后在实现动力锂电池二次利用方面提供了很好的经验。 2、拆解回收:目前拆解回收的处理方法主要有以下四种:高温冶金法:用高温焙烧经简单机械破碎的锂离子电池,筛分得到含有金属和金属氧化物的细粉体。高温冶金法的工艺相对简单,适合大规模处理,但是电池电解质和其它成分燃烧易引起大气污染。 湿法冶金法:将废弃电池破碎后,用合适的化学试剂选择性溶解,分离浸出液中的金属元素。湿法冶金法的工艺稳定性好,适合中小规模废旧锂电池的回收,但是成本较高,并且废液需要进一步处理,否则也会产生环境污染。 物理拆解:将电池经破碎、过筛、磁选分离、精细粉碎和分类后得到高含量物质,再进行下一步回收的过程。物理拆解法的工艺十分环保,不会对环境造成二次污染,但是其处理效率低并且耗时长。 联合回收工艺:通过优化,采用联合回收工艺的方法,发挥各种基本工艺的优点,尽可能提高回收的经济效益。 工信部2016年12月1日组织编制了《新能源汽车动力蓄电池回收利用管理暂行办法》(征求意见稿)。意见稿鼓励汽车生产企业、电池生产企业、回收拆解企业与综合利用企业等通过多种形式,合作共建、共用废旧动力蓄电池回收利用网络。 面对锂电池回收巨大的市场诱惑,以及电池产业链企业所必须承担的社会责任,越来越多的国内企业开始着手进行布局动力电池回收领域。目前已开展动力电池回收的企业主要有深圳格林美、邦浦循环科技、赣锋锂业、哈尔滨巴特瑞、中航锂电等。 锂电池的拆解是一个非常复杂的环节,构成动力锂电池的主要组成部分为有金属(塑料)壳体、正负极接线柱、铝集流体正极负载钴酸锂/磷酸铁锂/镍钴锰酸锂等、铜/镍/钢集流体负载碳、聚烯烃多孔隔膜、六氟磷酸锂/高氯酸锂的碳酸二甲酯/碳酸乙烯酯/碳酸甲乙酯溶液等,其中仅电解液一项组成就存有大量有害物。电解液的组成包括有机物(碳酸乙烯脂、碳酸二乙脂或碳酸二甲脂、碳酸甲乙脂)、微量氟化氢(电解质与水反应)、少量五氟化磷,热解后的气体呈酸性并有刺激性气味,易爆易燃。一条完整的锂电池拆解回收生产线需要包括拆解(电极端拆解回收)-单级破碎(挤轧抽离)-分捡(电池芯与外壳分离回收)-电池芯电解液去除(电解液热解分离回收)-隔离膜、电极膜分捡回收-锂电池正负极各种材料的分离分捡回收-危固废物回收等复杂的环节。一套全套的自动化锂动力电池拆解回收生产线,可对锂动力电池中的有价值材料进行化回收,其中铜铝金属回收率高达98%,正极材料回收率超过90%。此外,很多动力电池生产企业也开始着手电池回收方面的技术和设备引进工作! 尽管如此,动力锂电池回收在我国还处于刚刚起步的阶段,在合理布局建设电池回收市场、完善回收网络、提高正规渠道回收效率等方面,还需要各级政府给予更大的扶持力度。随着环保和资源循环利用意识的不断加强,以及整车及动力电池企业的积极介入,我国的电池回收产业终将会循着有序的良性轨道发展。 我公司在2018年11月份开始着手研制动力锂电池拆解中的关键的环节设备,锂电池电解液去除用分解热解设备-微正压无风式隧道带式烘箱,本设备针对哈尔滨巴特瑞公司锂电池回收项目中电解液去除设备(烘干)生产线专业要求设计,目前已具完善成熟!



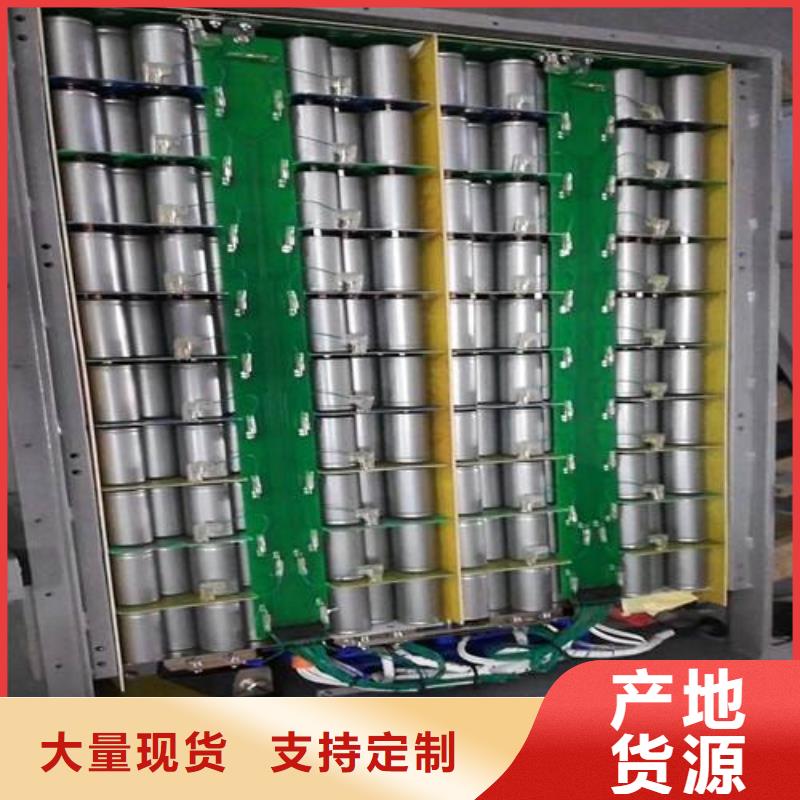
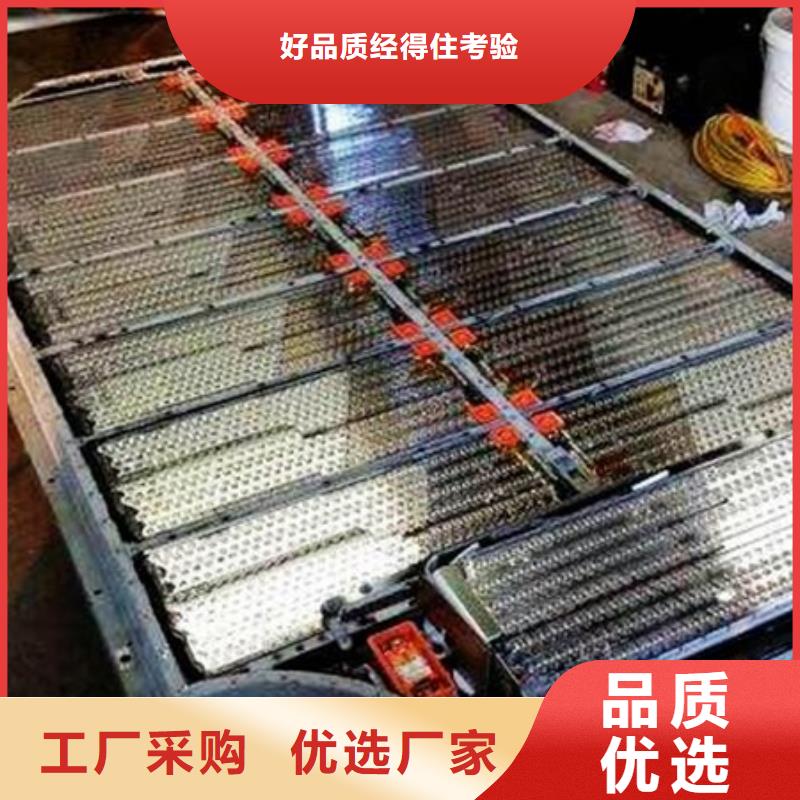
动力锂电池回收模组的连接方法 常见的锂电池模组类型,根据电芯与导电母排的连接方式可以分成焊接、螺接、机械压接三种形式。 焊接应用于锂电池模组的焊接工艺,主要有激光焊接、超声波焊接和电阻焊。其中,激光焊配合工业机器人正在逐步成为自动化模组生产线的主力。焊接工艺,**,易于实现自动化生产。 螺接,用防松螺钉固定电芯与母排之间的连接。这种形式,工艺上比较简单,但主要应用于单体容量比较大的电池系统中。尤其方形电池螺接结构比较多。 机械压接的好处在于拆装灵活,后期维护以及二次回收利用成功率高。缺点是组装效率难于大幅度,若机械连接结构设计不够合理,则在长期的道路车辆运行环境下,接触电阻发生变化的可能性高。

