




我们为您呈现了钢管折弯工作原理产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:钢管折弯工作原理的图文介绍


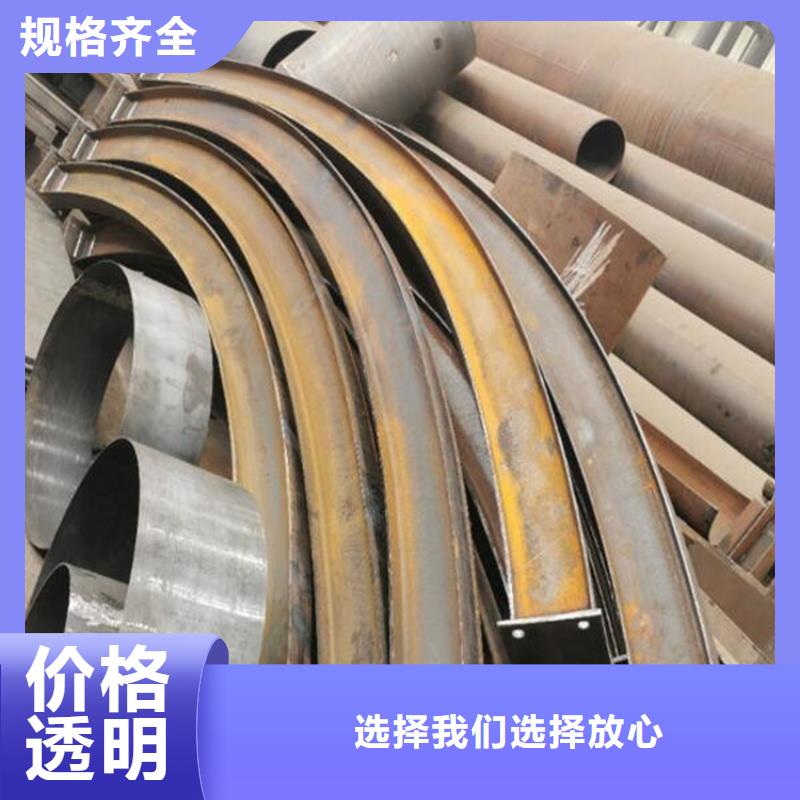
那么关于钢管折弯工艺特点及要求是怎样的?下面河北拉弯厂的专家就来给我们分析一下。 1、 所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。2、 关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。 备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。3、 关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。4、 关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度角180度。5、 关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥ 8 %;e = t / R内× = (R外-R内) ÷R内× 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。6、 关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为钢管折弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。上述介绍只是一般的常识说明,具体情况需视工程项目要求的分格、结点及选材等特点确定。



宏钜天成钢管有限公司服务优势
售前的【青海果洛T型钢】服务团队,为客户提供售前产品咨询服务和售后【青海果洛T型钢】产品保障服务。
售中积j i与客户洽谈业务合作、无偿进行现场技术交流、实地考察、【青海果洛T型钢】产品设计。
售后完善的售后服务,公司成立10多人的【青海果洛T型钢】售后团队服务覆盖全国各地。


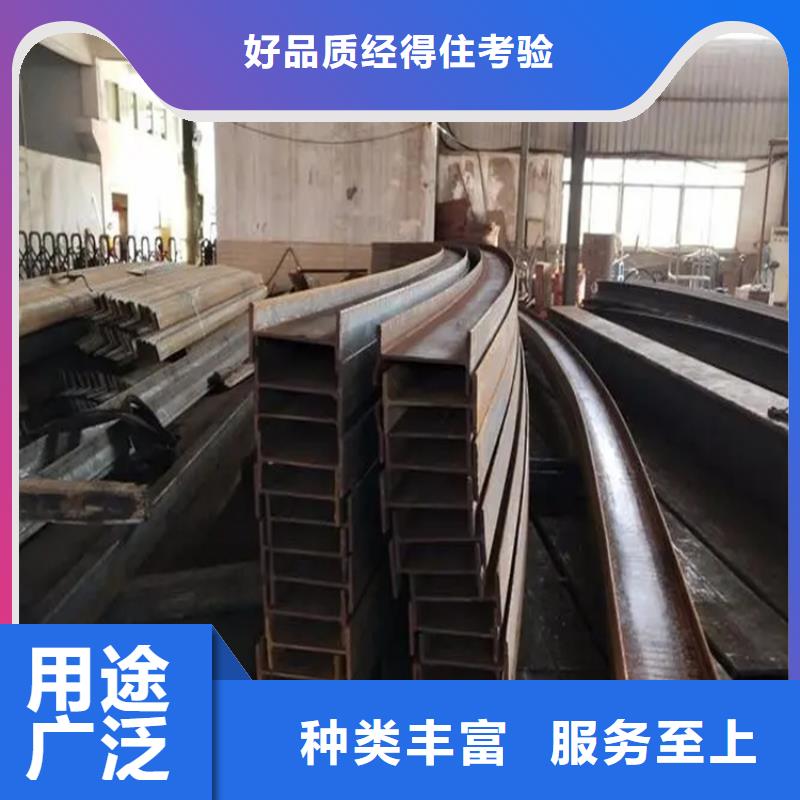
钢管折弯弯管拉弯按弯曲成形方式能够分为滚弯、压弯、推弯和绕弯;按弯曲时能否运用模具能够分为有模弯和无模弯;按弯曲时有无芯棒能够分为有芯弯和无芯弯;按弯曲时能否加热能够分为冷弯和热弯。 近年来还呈现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。滚弯是用三个辊轮对管材停止弯曲加工的办法。其中辊轮3为主动轮,其他两个为从动轮。滚弯办法及工作原理与板材滚弯根本相同。
只是管材滚弯所用的辊轮具有与管坯横截面外形相吻合的工作外表。弯曲时只需改动主、从辊轮间的距离,就能够完成各种曲率半径的弯曲。拉弯厂说这种办法特别合适弯制环形或螺旋线形管件。
不过,滚弯对弯曲半径有一定的请求,仅适用于曲率半径较大的厚壁管件,关于小半径弯曲显得无能为力。压弯是早用于弯管加工的工艺办法。它是在液压机上应用模具对管坯停止弯曲加工的。压弯具有模具调整简单、消费效率高等优点,故在消费中不断被普遍应用,普通用于弯制带直段的管件或弯头号。



