

【全新视界!】六角管优质商品价格产品视频,带你领略产品新风尚!
以下是:六角管优质商品价格的图文介绍


======================================================= 锰的作用不在于形成奥氏体,而是在于它降低钢的临界淬火速度,在冷却时增加奥氏体的稳定性,抑制奥氏体的分解,使高温下形成的奥氏体得以保持到常温。在提高钢的耐腐蚀性能方面锰的作用不大,这是因为锰对提高铁基固溶体的电极电位的作用不大,形成的氧化膜的防护作用也很低。锰在不锈钢异型管中稳定奥氏体的作用约为镍的二分之一,并且作用的程度比镍还要大。 稀土元素应用于不锈钢,主要在于改善工艺性能方面。比如,钢中加少量的稀土元素,可以钢锭中因氢气引起的气泡和减少钢坯中的裂纹。奥氏体和奥氏体-铁素体不锈钢异型管中加一定量的稀土元素,可显著改善锻造性能。 碳,不锈钢异型管中含碳量增加,屈服点和抗拉强度升高,但塑性和冲击性降低,当碳量0.23%超过时,钢的焊接性能变坏,因此用于焊接的低合金结构钢,含碳量一般不超过0.20%。碳量高还会降低钢的耐大气腐蚀能力,在露天料场的高碳钢就易锈蚀,此外碳能增加钢的冷脆性和时效敏感性。 异型管等温淬火的注意事项:等温淬火是减少无缝异型管变形和开裂的有效淬火方法之一,但如何正确运用该工艺方法则要应根据异型管的材质、大小、硬度和韧性、变形的要求,以及具体的工作条件等进行合理的选择。下面我们将等温淬火时需要注意的事项一一为大家介绍:大小限制在进行等温淬火时,基本的原则是确保无缝钢管在冷却过程中不会发生高温的转变,因此异型管的钢种和大小直接影响到等温淬火的质量,一般要求为碳钢无缝钢管的有效厚度应不大于5mm,合金钢的有效厚度应在30mm以下。从含碳量的角度出发,在0.4%-0.6%的碳钢不适于等温淬火,高于0.6%以上的碳钢才能进行等温淬火。



我公司拥有一支精干的科技创新队伍,一整套强有力的科学管理体系,“以科技求创新、以质量求生存”,增强质量意识,力求企业的长期发展,多年来,深受广大用户的好评。我公司主营 青海海东消防镀锌无缝管、镀锌管、镀锌带方管、冷镀锌管厂家,先进的生产设备,品质的原材料,完善的质量保证体系和及时的售后服务是我们对每一个客户的承诺。我公司致力于将生产管理、营销、科研等工作与国际接轨,以良好的信誉,周到的服务,高标准的产品质量与每位客户建立起长期、愉快、真诚的合作关系。


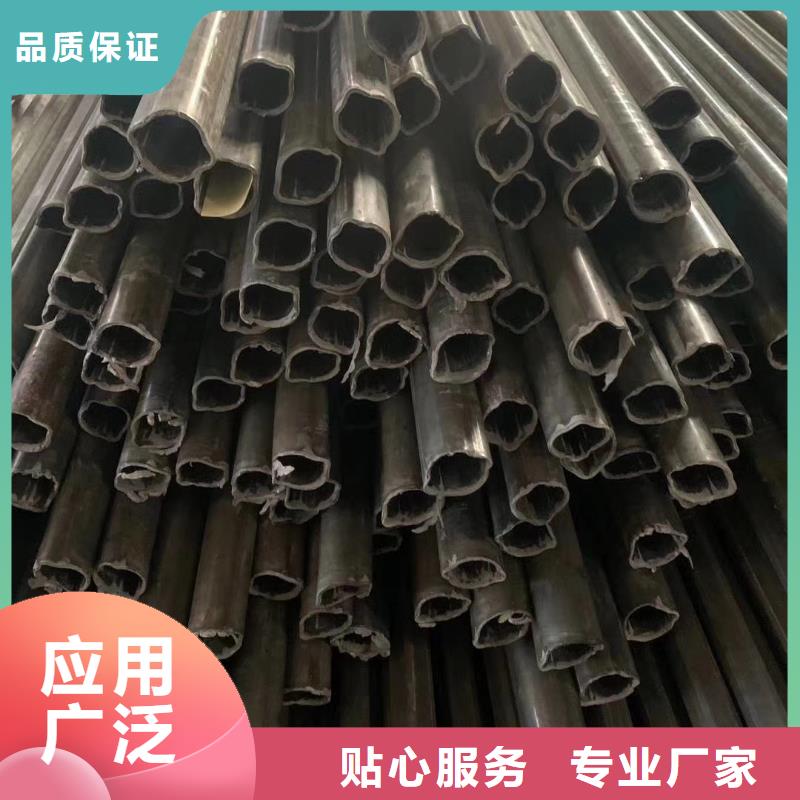
# 如何区分异型管:实话说,现在建筑行业所使用的钢材种类还是很多的,而有一种叫异型管的质量优越、价格实惠,使用范围很广,一直备受人们的喜爱。而很多人却并不知道如何去区分异型管。异型管主要是区别于圆形钢管和方形钢管的其他形状的钢管,异型管分为焊接异型管和无缝异型管。不仅是在建筑业,在一些机械加工厂也是经常会使用到的。异型管的加工方式主要分为两种一种是用圆形钢管变形另外一种则是用钢板直接卷成成品异型管。 # 异型管采用气体保护焊具特点:气体保护焊是利用外加气体作为保护介质的一种电弧焊的方法,异型管采用气体保护焊具有以下特点:(一)焊接过程操作方便,没有熔渣或很少有熔渣,焊后基本上蒙不需清渣;(二)气体保护焊电流密度大、弧光强、温度高,且在高温电弧和强烈的紫外线作用下产生高浓度有害气体,所以特别要注意通风;(三)有利于异型管焊接过程的机械化和自动化,特别是空间位置的机械化焊接;(四)引弧所用的高频振荡器会产生一定强度的电磁辐射,接触较多的焊工,会引起不适症状;(五)在室外作业焊接异型管时,需设挡风装置,否则气体保护效果不好,甚至很差;(六)电弧和熔池的可见性好,焊接过程中可根据熔池情况调节焊接参数;(七)电弧在保护气流的压缩下热量集中,焊接速度较快,熔池较小,热影响区窄,异型管焊后变形小。 # 对精密异型管的质量要求,主要有以下八个:(一)精密异型管多用优质碳素结构钢制或采用含有少量其他合金元素的低合金钢,并且等有害残余元素含量有相应要求;(二)异型钢管表面不得有裂缝、结疤、错位、烧伤、压痕、毛刺和深的划道存在。允许有不超过壁厚允许负公差的其他缺陷存在;(三)焊接定径以后经正火热处理,不但焊接应力和冷加工硬化,而且改变金属组织结构,细化晶粒,改善钢管的力学性能;(四)有些精密异型管要求无氧化或光亮的表面就需要用光亮的冷轧钢带卷为原料或钢管抛光处理。退火和正火热处理也必须在保护气氛下进行,保持表面的光洁度;(五)精密异型管为了满足用户后续加工的要求和使用性能,规定必须通过相关工艺检测,如压扁试验、弯管试验、扩口试验、水压试验和无损探伤检查等;(六)某些特殊用途的钢管还提出一些特殊要求,如汽车传动轴管要求静扭矩破坏值不低于规定值等;(七)异型管的外毛刺必须,普通管以后的残留高度不得超过0.5mm,精密管则不允许存在;(八)精密异型管往往使用在承受一定压力或受力条件下的结构件,所以对其力学性能定立较高的要求,在成形和焊接的过程中均产生一定的应力和冷加工硬化。 #



工艺要求进行等温淬火的异型管有的可不进行回火处理。但对于部分淬火的异型管,其内部残留奥氏体将会在随后的空冷过程中转变为马氏体,因此必须进行回火处理,目的是无缝钢管脆性和稳定尺,需要注意的是回火温度应低于等温温度。钢种限制如对碳素无缝异型管等淬透性较低的钢种进行等温淬火,应当适当提高淬火加热温度,增加奥氏体的稳定性,避免和防止在等温过程中发生高温非贝氏体的转变。 时间要求等温淬火的温度和时间应根据异型管的性能要求,参照该钢种的C曲线来确定,原则是奥氏体全部转变为下贝氏体,关于冷却介质通常采用硝盐浴溶液,为保证温度的稳定,应在介质中加入冷却装置,以防止介质温度的提高而影响到淬火质量。另外等温时间的长短应以异型管组织转变结束为基准,过长则降低了作业效率,因此要认真对待。 异性钢管概念有哪些?【1】异形钢管,矩管,方管尖角的概念:异形钢管,矩管,方管传统的焊接不锈钢方矩形管,通常用一架土耳其头辊配几道方矩形轧辊来出产。出产主要靠平辊轧制整型,因为平辊是两辊式构造形式,存在方矩形管四个角的辊缝不等和角部受力状况不共同的疑问,造成方矩形管四个角不尖不等,R=1.2t,矩形管尺为外圆角半径,f为壁厚。尽管契合有关公司标准,但不能满意用户对商品的高质量的需求。新式规划采用了土耳其头四辊轧制整型,因为土耳其头上装的四辊构造一样,四个角的辊缝持平,角部受力状况共同,当轧制力足够大时,角部发生塑性变形使金属填充角部,管的外外表构成了平面与弧面之间的交线——即尖角,【2】尖角异形钢管,矩管,方管变形机理在土耳其头四辊中心线处管坯横截面,矩形管的尖角构成机理与一般方矩形管靠弯曲成角是不同的,它靠的是轧辊的轧制力,经过弧形拱发生挤压力F,如图2所示,使钢带角部发生塑性变形从而使异形钢管,矩管,方管填充角部而成。弧形拱对角填充的压力土耳其头四辊在一定的弧面作用于钢带的同一横截面,满意式(1)的条件,即可经过轧辊压力使角部金属发生塑性变形,构成尖角。 不锈钢异型管是较新的技术:(一)高频焊,高频焊用于焊接不锈钢异型管是较新的技术。其生产的经济性,高频焊接具有较电源功率,对不同的材质、外径壁厚的管材都能达到较高的焊接速度。与氩弧焊相比,是其高焊接速度的10倍以上。因此,生产一般用途的不锈钢管具有较高的生产率。因为高频焊接速度高,给焊管内毛刺的去除带来困难。目前,高频焊不锈钢异型管尚不能为化工、核工业所接受,这也是其原因之一。从焊接材质看,高频焊可以焊接各种类型的奥氏体不锈钢管。同时,新钢种的开发和成型焊接方法的进步,也成功地焊接了铁素体不锈钢AISI409等钢种。(二)氩弧焊,不锈钢异型管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钨极惰性气体保护的氩弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在化工、核工业和食品等工业中得到广泛应用。焊接速度不高是氩弧焊的不足之处,为提高焊接速度,国外研究开发了多种方法。其中由单电极单焊炬发展采用多电极多焊炬的焊接方法在生产中应用。70年代德国首先采用多焊炬沿焊缝方向直线排列,形成长形热流分布,明显提高焊速。一般采用三电极焊炬的氩弧焊,焊接钢管壁厚S≥2mm,焊接速度比单焊炬提高3-4倍,焊接质量也得以改善。氩弧焊与等离子焊组合可以焊接更大壁厚的钢管,此外,在氩气中5-10%的氢气,再采用高频脉冲焊接电源,也可提高焊接速度。多焊炬氩弧焊适用于奥氏体和铁素体不锈钢异型管的焊接。(三)组合焊接,不锈钢异型管的各种焊接方法均有各自的优点和不足。如何扬长避短,将几种焊接方法加以组合形成新的焊接工艺,满足人们对不锈钢管质量和生产效率的要求,是当前不锈钢焊接技术发展的新趋势。经过近几年的探索研究,组合焊接工艺已取得了进展,常见的组合方法有:氩弧焊加等离子焊、高频焊加等离子焊、高频预热加三焊炬氩弧焊、高频预热加等离子加氩弧焊。组合焊接提高焊速十分显着。对于采用高频预热的组合焊接异型管焊缝质量与常规的氩弧焊、等离子焊相当,焊接操作简单,整个焊接系统易实现自动化,这种组合易于与现有的高频焊接设备衔接,投资成本低,效益好。 如何区分异型管:实话说,现在建筑行业所使用的钢材种类还是很多的,而有一种叫异型管的质量优越、价格实惠,使用范围很广,一直备受人们的喜爱。而很多人却并不知道如何去区分异型管。异型管主要是区别于圆形钢管和方形钢管的其他形状的钢管,异型管分为焊接异型管和无缝异型管。不仅是在建筑业,在一些机械加工厂也是经常会使用到的。异型管的加工方式主要分为两种一种是用圆形钢管变形另外一种则是用钢板直接卷成成品异型管。



