
产品详细介绍
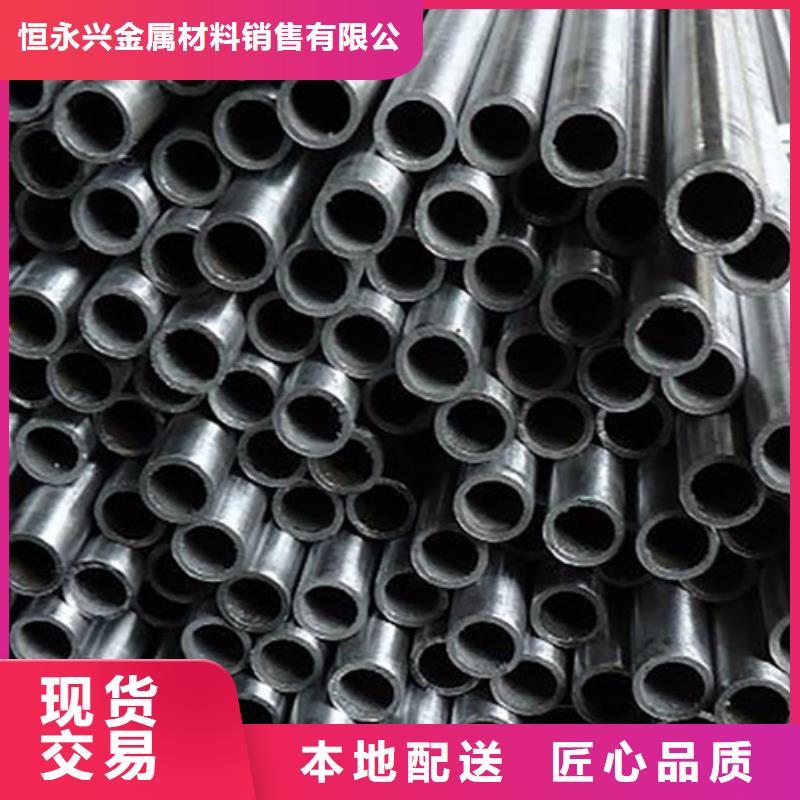
以下是:45#精密光亮无缝管汽车配件来图来样加工定做的产品参数
导读 45#精密光亮无缝管汽车配件来图来样加工定做,恒永兴金属材料销售
有限公司为您提供45#精密光亮无缝管汽车配件来图来样加工定做,联系人:李经理,电话:022-86869388、18802286588,QQ:554918566,请联系恒永兴金属材料销售
有限公司,发货地:天津北辰区双街镇京津路西(北方实业发展有限公司内)发货到海南省 海口市 秀英区、龙华区、琼山区、美兰区。 海南省,海口市 海口市被世界卫生组织选定为中国个“世界城市”试点地。海口拥有“中国魅力城市、中国幸福感城市、中国十大美好生活城市、中国投资潜力城市、中国旅游城市、历史文化名城、全国文明城市、全国双拥模范城市”等荣誉称号。
想要更深入地了解我们的45#精密光亮无缝管汽车配件来图来样加工定做产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
以下是:45#精密光亮无缝管汽车配件来图来样加工定做的图文介绍

恒永兴金属材料销售 有限公司位于北辰区双街镇京津路西(北方实业发展有限公司内),占地2万平方米,注册资金500万,现有员工100多人,拥有先进工艺的标准化 海南海口不锈钢管生产线,生产工艺先进而成熟。我们热切地期盼与四方宾客携手共进!


在精密钢管的热处理过程中,淬火过程产生的废品率往往较高,这主要是由于淬火过程中形成较大的热应力和组织应力所致。此外,由于精密钢管固有的冶金缺陷、选材不当、材质错误、设计中的结构工艺差、冷热加工过程中形成的缺陷等,容易在调质过程中产生。因此对零部件淬火、回火后的缺陷必须进行系统的分析和研究。1.淬火变形与淬火裂纹,在实际生产中,应该根据淬火变形与淬火裂纹的形成原因采取有效的措施。(1)精密钢管热处理尽量做到均匀加热及正确加热,工件形状复杂或截面尺寸相差悬殊时,常因加热不均匀而变形。为此,工件在装炉前,对不需淬硬的孔及截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆环等易变形零件,可设计特定淬火夹具。这些措施既有利于加热均匀,又有利于冷却均匀。工件在炉内加热时,应均匀放置,防止单面受热,应放平,避免工件在髙温塑性状态因自重而变形。对细长零件及袖类零件尽量采用井式炉或盐炉垂直悬挂加热。限制或降低加热速度,可减少工件截面温差,使加热均匀。因此对大型锻模、髙速钢及高合金钢工件,以及形状复杂、厚薄不匀、要求变形小的零件,一般都采用预热加热或限制加热速度的措施。合理选择淬火加热温度,也是减少或防止变形、开裂的关键。选择下限淬火温度,减少工件与淬火介质的温差,可以降低淬火冷却高温阶段的冷却速度,从而可以减少淬火冷却时的热应力。另外,也可防止晶粒粗大。这样可以防止变形开裂。有时为了调节淬火前后的体积变形量,也可适当提高淬火加热温度。例如CrWMn、Cr12Mo等高碳合金钢,常利用调整加热温度,改变其马氏体转变点以改变残余奥氏体含量,以调节零件的体积变形。(2)正确选择冷却方法和冷却介质的基本原则,尽可能采用预冷,即在工件淬入淬火介质前,尽可能缓慢地冷却至Ar附近,以减少工件内温差。?在保证满足淬硬层深度及硬度要求的前提下,尽可能采用冷却缓馒的淬火介质。尽可能减慢在Ms点以下的冷却速度。合理地选择和采用分级或等温淬火工艺。(3)正确选择淬火工件浸入淬火介质的方式和运行方向的基本原则,淬火时应尽量保证能得到均匀的冷却。?以小阻力方向淬入。大批量精密钢管生产的薄画环类零件、薄板形零件、形状复杂的凸 和圆锥齿轮等,在自由冷却时,很难保证尺寸精度的要求。为此,可以采取压床淬火,即将零件置于专用的压床模具中,再加上一定的压力后进行冷却〈喷油或喷水)由于零件的形状和尺寸受模具的限制,因而可能使零件的变形限制在规定的范围之内。进行及时、正确的回火在生产中,有相当一部分工件,并非在淬火时开裂,而是由于淬火后未及时回火而开裂。这是因为在淬火停留过程中,存在于工件内的细裂缝在很大的淬火应力作用下,融合、扩展,以至其尺寸达到断裂临界裂缝尺寸,从而发生延时断裂。实践证明,淬火不冷到底并及时回火,是防止开裂的有效措施。对于形状复杂的高碳钢和高碳合金钢,淬火后及时回火尤为重要。精密光亮管的扭曲变形可以通过矫直来校正,但必须在工件塑性允许的范围之内。有时也可利用回火加热时用特定的校正夹具进行校正。对体积变形有时也可通过补充的研磨加工来修正,但这仅限于孔、槽尺寸缩小,外圃增大等情况。淬火体积变形往往是不可避免的。但只要通过实验,掌握其变形规律,则可根据其胀缩量,在淬火前成形加工时,适当加以修正,就可在淬火后得到合乎要求的几何尺寸。工件一旦出现淬火裂纹,则报废。

恒永兴金属材料销售 有限公司



大多数精密管都可以加工。加工时,必须向厂家说明用途、规格型号。这样,制造商可以根据您的描述自由选择加工方法、方法和结构。我们对精密管很熟悉。在加工的时候一定要附带您的联系方式,还有相关的精密管的邮寄地址等等。一般厂家接到订单之后就是这样进行加工的:一般的精密管的生产工艺可以分为冷拔与热轧两种,冷轧精密管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精密管要短于热轧精密管,冷轧精密管的壁厚一般比热轧精密管要小,但是表面看起来比厚壁精密管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。热轧精密管的交货状态一般是热轧状态经过热处理后进行交货。热轧精密管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。热轧圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库精密管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精密管的规格用外径*壁厚毫米数表示。精密管分热轧和冷轧(拨)精密管两类。热轧精密管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)精密管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧精密管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。

总结 45#精密光亮无缝管汽车配件来图来样加工定做,恒永兴金属材料销售
有限公司为您提供45#精密光亮无缝管汽车配件来图来样加工定做产品案例,联系人:李经理,电话:022-86869388、18802286588,QQ:554918566,发货地:北辰区双街镇京津路西(北方实业发展有限公司内)。