



想要知道大口径热水输送管道生产厂家产品如何?看视频就知道!看视频,选产品更明智!
以下是:大口径热水输送管道生产厂家的图文介绍


精密螺旋钢管的规格及特点
由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。
冷拔精密钢管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
热轧精密钢管的工艺流程
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。



发展方向:因管线的承载压力日益增高,使用条件日益苛刻,并且要尽量延长管线的使用寿命,所以螺旋焊管的主要发展方向是:
(1)生产大直径厚壁管以提高耐压能力;
(2)设计生产新结构的钢管,如双层螺旋焊管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会出现脆性破坏;
(3)开发新钢种,提高冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断提高管体的强韧性和焊接性能;
(4)大力发展涂层管,如在管内壁涂以防腐层,不仅可延长使用寿命,且可改善内壁的光滑度,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修费用。
螺旋焊管在输送燃气,运输方面发挥了很大的作用。随着国内外多项重大管道工程的规划及建设,大变形管线钢、高强度级别热煨弯管和厚规格低温管件等高附加值产品,显现出良好的市场竞争能力和较大的市场需求,而国内企业在开发该系列产品方面进度比较缓慢,应尽快开发出适用于工业应用的高附加值大变形管线钢、热煨弯管用钢、管道站场用低温管件用钢,X100直缝埋弧焊管、螺旋缝埋弧焊管和热煨弯螺旋焊管。
(1)生产大直径厚壁管以提高耐压能力;
(2)设计生产新结构的钢管,如双层螺旋焊管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会出现脆性破坏;
(3)开发新钢种,提高冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断提高管体的强韧性和焊接性能;
(4)大力发展涂层管,如在管内壁涂以防腐层,不仅可延长使用寿命,且可改善内壁的光滑度,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修费用。
螺旋焊管在输送燃气,运输方面发挥了很大的作用。随着国内外多项重大管道工程的规划及建设,大变形管线钢、高强度级别热煨弯管和厚规格低温管件等高附加值产品,显现出良好的市场竞争能力和较大的市场需求,而国内企业在开发该系列产品方面进度比较缓慢,应尽快开发出适用于工业应用的高附加值大变形管线钢、热煨弯管用钢、管道站场用低温管件用钢,X100直缝埋弧焊管、螺旋缝埋弧焊管和热煨弯螺旋焊管。



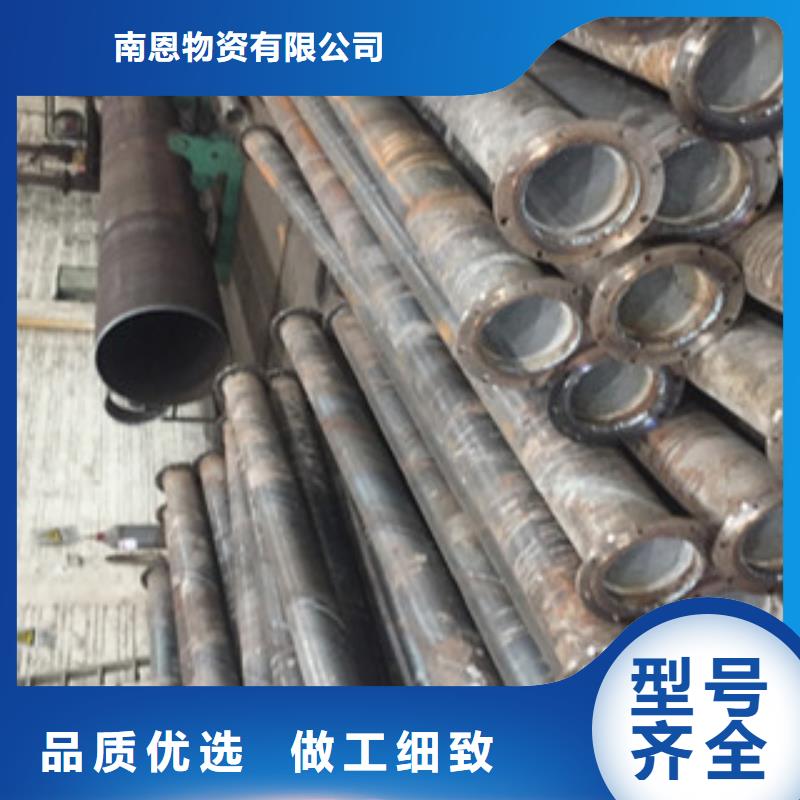
南恩物资有限公司本着诚实守信的原则,互惠互利的精神于您携手并进,共求发展,欢迎全国各地新老客户前来电洽淡采购 海南海口槽钢。


堆放原则要求:螺旋钢管堆码的原则要求是在码垛稳固、确保的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;同种材料按入库先后分别堆码;露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;螺旋钢管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m;垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m;露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;



焊接工艺:从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。

