



更新时间:2024-11-16 20:45:18 浏览次数:1 公司名称:聊城 鸿山金属制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 999 |
| 运费说明 | 1-3天 |
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |




激光打孔是通过高功率密度
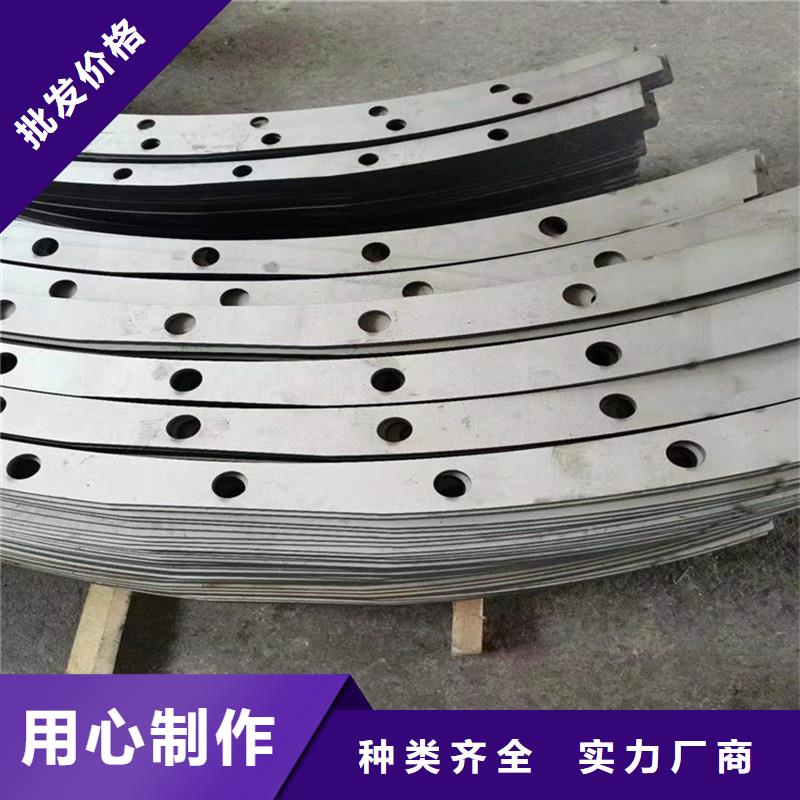
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打为保持切割稳定,应保持板材厚度方向氧气流动的纯度和压力恒定。在传统的激光切割工艺中,经常使用常见的锥形喷嘴,可以满足薄板切割的要求。但在切割厚板时,随着供气压力的增加,喷嘴流场容易形成激波,对切割过程有很多危害,降低氧气流量的纯度,影响切割质量。
有三种方法可以解决这个问题
(1)在切割氧流周围加预热火焰。
(2)在切割氧流周围添加辅助氧流。
(3)合理设计喷嘴内壁,改善流场特性。
激光切管是如何获得成果?
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
激光切割是基于激光束的。
激光在通信工程中经常被用到,因为它可以携带大量的信息,不会产生电磁干扰和信号泄漏。
当它应用于金属切削时,它具有能量密度高、光束窄等优点。
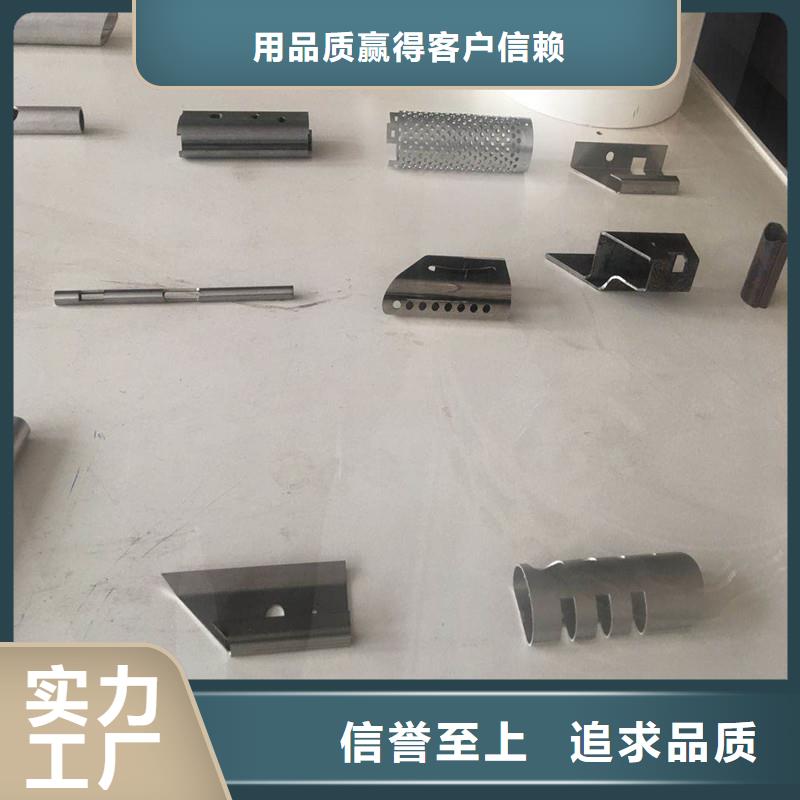
激光切管机的优点之一是它可以比其他机器更快地进行复杂的切割。
例如在各种形状和尺寸的钻杆上钻孔,切割各种图形。
此外,激光切割管材可以提供良好的切割断面,后续焊接等加工不需要做二次处理,也适用于薄壁和厚壁管材的切割。
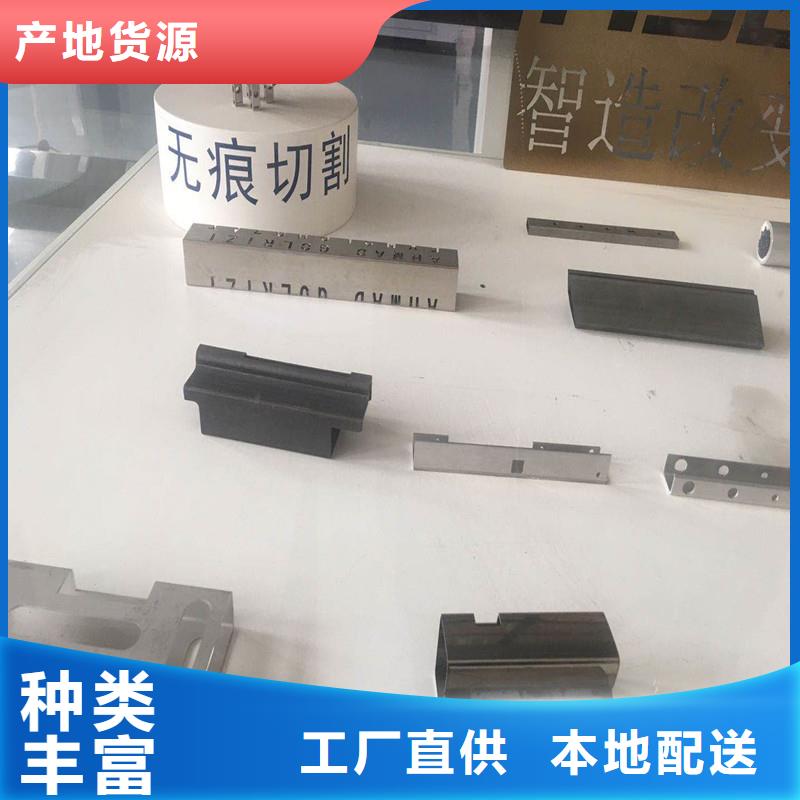
激光管切割的区别在于切割的精度。由于现代激光切割机的改进,大大加快了小直径管材的工业应用。


目前使用U形管激光头的激光切割机,可以在立体的加工对象上,进行各种工艺所需的加工。三维激光切割机,可以在任意一个面上进行工作,无需人工掉正角度。产品特点采用自动化机器人运动技术,配以专业高精度激光头,激光输出功率稳定,加工幅面大,激光切管过程中存在的质量问题主要有:零件引出点过热、零件拐角过热、切管表面倾斜、圆形零件变形或无法闭合等,直接导致管材浪费严重,切管生产效率低下。数控切管技术是指数控制系统在切管控制软件中提供先进的切管工艺和丰富的经验,使切管操作人员通过熟练使用该控制系统,实现高质量、高 效率的数控切割。数控激光切管技术是一种大批量、高 效率、高质量的切管生产方式,



鸿山金属制造有限公司秉承“精于设计,工于制造”理念,持续不断的进行 海南护栏立柱产品研发,创新。提供非标准定制服务,可根据您的实际需求设计加工,量身定制。 具备完整的 海南护栏立柱制造加工能力,确保 海南护栏立柱产品即时规模生产、交货准时。


不锈钢、铝合金及其他高温合金管道,通过特殊的 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。头,激光切管可以实现高精度、高灵敏度和高稳定性的切割;根据特殊截面管的加工要求,如椭圆管,管博士和其他异形管,特殊截面管的激光切割技术和激光切割的自动补偿技术可以开发管道变形和弯曲变形,从而解决缺陷引起的激光切割管本身。
1、卫生级镜面管工艺流程:
管坯--检验--剥皮--检验--加热--穿孔--酸洗--修磨--润滑风干--焊头--冷拔--固溶处理--酸洗--酸洗钝化--检验--冷轧--去油--切头--风干--内抛光--外抛光--检验--标识--成品包装
2、工业管工艺流程
管坯--检验--剥皮--检验--加热--穿孔--酸洗--修磨--润滑风干--焊头--冷拔--固溶处理--酸洗--酸洗钝化--检验
3、焊管工艺流程
开卷--平整--端部剪切及焊接--活套--成形--焊接--内外焊珠去除--预校正--感应热处理--定径及校直--涡流检测--切断--水压检查--酸洗--终检查--包装
4、无缝方管工艺流程
圆钢--管坯--检验--加热--穿孔--定径--热轧--平头--检验--酸洗--球型退火--冷拔--成型--齐口--检验


