

以下是钢带增强聚乙烯螺旋波纹管及时报价的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:钢带增强聚乙烯螺旋波纹管及时报价的图文介绍

恒塑管道有限责任公司位于郝北镇邓峪村经济开发区,地理位置优越,交通运输十分方便。 公司经过二十几年的努力,形成一家具有产品开发、制造、销售于一体的综合性厂家。公司产品远销全国各地。现公司生产的产品种类有 海南钢丝网架复合管。 公司技术力量雄厚,检测设施完善,设备齐全。公司在发展过程中坚持科研、设计和生产服务相结合,以科技投入为先导,以先进的设备,过硬的质量为保障,优质快捷的售后服务赢得了广大客户的信赖。公司将继续与社会各界通力合作。并竭诚希望各界朋友能一如既往的支持和关心我同温层司的发展。


钢带增强管虽然机械性能良好,但是如果长时间受到不正确生产工艺以及恶劣环境的影响,也会出现损伤,其中常见的就是冷料斑和蝴蝶斑,所以当发现这种情况时就要及时停止工作进行处理。一、钢带增强管冷料斑的处理冷料斑的产生是由于物料太生引起的。
其产生原因为:料温较低,塑化不良。可以通过以下两种方法:1、升温,主要是将各区温度升高,以每次2~4度;2、增加预塑的压力、流量,这样做可以增大螺杆的转速,使物料与料筒内壁增大,产生大量热量,从而达到料温的目的。
注意:这两种升温方法各有利弊,升温虽做物料塑化良好,但较高温度下,物料易分解,产生气泡、银丝、红纹等,一旦出现这样缺陷,降低温度是很困难的,而增加预塑压力、流量,可以保持温度不变,从而使操作空间增大。二、钢带增强管蝴蝶斑处理蝴蝶斑产生的主要原因是由于注射速度太快引起的,这样可以通过减小注射速度而。
其产生原因为:料温较低,塑化不良。可以通过以下两种方法:1、升温,主要是将各区温度升高,以每次2~4度;2、增加预塑的压力、流量,这样做可以增大螺杆的转速,使物料与料筒内壁增大,产生大量热量,从而达到料温的目的。
注意:这两种升温方法各有利弊,升温虽做物料塑化良好,但较高温度下,物料易分解,产生气泡、银丝、红纹等,一旦出现这样缺陷,降低温度是很困难的,而增加预塑压力、流量,可以保持温度不变,从而使操作空间增大。二、钢带增强管蝴蝶斑处理蝴蝶斑产生的主要原因是由于注射速度太快引起的,这样可以通过减小注射速度而。



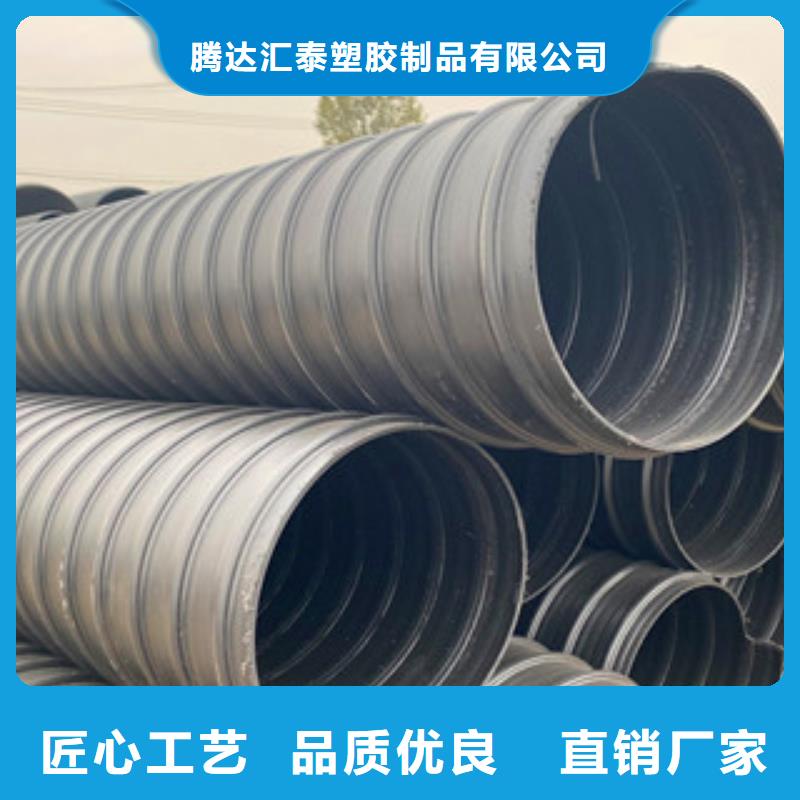
一般情况下,现在钢带增强管都已经代替混凝土管道作为一些城市排水管道或工业排放等使用,它是一种复杂的聚材质,具有良好的抗压性和防腐蚀能力,其性能可以有混凝土的性能特点,而且其重量比混凝土轻,所以受到很多的欢迎,对于这种管材的使用,我们要先对其管道进行处理使其更好的满足管材的铺设条件。
1、钢带增强管管道应采用土弧基础。对一般土质,应在管底以下原状土地基或经回填夯实的地基上铺设-层厚度为100mm的中粗砂基础层;当地基土质较差时,可采用铺垫厚度不小于200mm的砂砾基础层。也可分二层铺设。下层用粒径为5~32mm的碎石,厚度为100~150mm,上层铺中粗砂,厚度不小于50mm。
基础密实度应相应的规定。对软土地基,当地基承载力小于设计要求或由于施工降水等原因,地基原状土被扰动而影响地基承载能力时,须先对地基进行加固处理,在达到规定的地基承载能力后,再铺设中粗砂基础层。2、在钢带增强管管道设计土弧基础支承角范围对由于管道荷载、地层土质变化等因素可能产生管道纵向不均匀沉降的地段,应在管道敷设前对地基进行加固处理。
1、钢带增强管管道应采用土弧基础。对一般土质,应在管底以下原状土地基或经回填夯实的地基上铺设-层厚度为100mm的中粗砂基础层;当地基土质较差时,可采用铺垫厚度不小于200mm的砂砾基础层。也可分二层铺设。下层用粒径为5~32mm的碎石,厚度为100~150mm,上层铺中粗砂,厚度不小于50mm。
基础密实度应相应的规定。对软土地基,当地基承载力小于设计要求或由于施工降水等原因,地基原状土被扰动而影响地基承载能力时,须先对地基进行加固处理,在达到规定的地基承载能力后,再铺设中粗砂基础层。2、在钢带增强管管道设计土弧基础支承角范围对由于管道荷载、地层土质变化等因素可能产生管道纵向不均匀沉降的地段,应在管道敷设前对地基进行加固处理。


原材料性能要求,聚丙烯(PP)应符合GB/T12670的规定,其他聚烯烃及剂、添加剂等应符合相应的 标准或行业标准的规定。每根保护管长度一般为6m或9m,也可由双方商定。上一条:钢带增强PE螺旋波纹管下一条:MPP电力管连接方式。
大口径双壁波纹管生产线采用进术,性能更更。下面为大家分析生产线的组成以及性能:1、双层挤出机头:机头博采众长,采用,机头主要材料为40cr,调制氮化处理。加热总功率为39KW。机头由于在高压、高温状态下连续工作,故对机头零件的材料性能要求很高。
的选材达到了高硬度、抗腐蚀、抗变形、耐用度高等要求,同头满足了物料流动均匀、无流动阻力、压缩比分配合理的设计。为达到以上性能要求,机头零件材料全部选用优质结构钢材,零件加工采用数控加工完成。火部分零件经多次热处理工序定型处理,并经热处理增加硬度。
成型模块采用铝合金通过一个快速拆除式张力螺栓安装在输送基座上,这使更换生产规格时很方便,冷却方式则采用了外部冷却,成型模块在成型通道及在返回通道上移动时,冷却水不断的泵入模块中,使其具有良好的传热效果,以确保高挤出量。
大口径双壁波纹管生产线采用进术,性能更更。下面为大家分析生产线的组成以及性能:1、双层挤出机头:机头博采众长,采用,机头主要材料为40cr,调制氮化处理。加热总功率为39KW。机头由于在高压、高温状态下连续工作,故对机头零件的材料性能要求很高。
的选材达到了高硬度、抗腐蚀、抗变形、耐用度高等要求,同头满足了物料流动均匀、无流动阻力、压缩比分配合理的设计。为达到以上性能要求,机头零件材料全部选用优质结构钢材,零件加工采用数控加工完成。火部分零件经多次热处理工序定型处理,并经热处理增加硬度。
成型模块采用铝合金通过一个快速拆除式张力螺栓安装在输送基座上,这使更换生产规格时很方便,冷却方式则采用了外部冷却,成型模块在成型通道及在返回通道上移动时,冷却水不断的泵入模块中,使其具有良好的传热效果,以确保高挤出量。

