

想知道不锈钢管_304不锈钢管量大更优惠产品为何如此受欢迎?观看视频,答案自在其中。
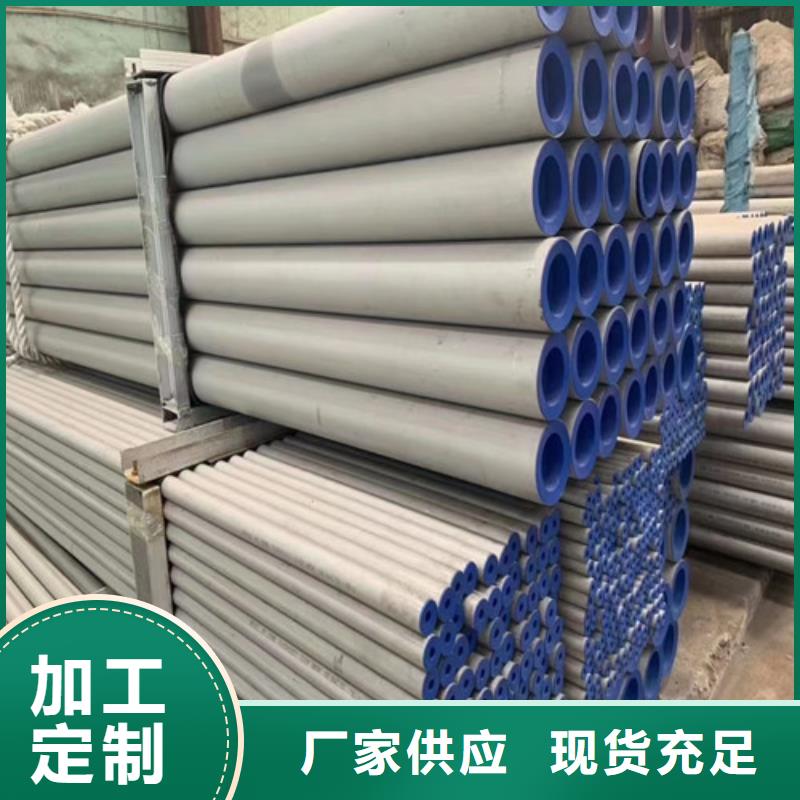
以下是:不锈钢管_304不锈钢管量大更优惠的图文介绍
福伟达管业有限公司坐落于我省经济实力和发展活力的腹地—青海海西,得天独厚的地理优势,市场优势的地位,促使青海海西工业强势发展;应 青海海西316l不锈钢管发展趋势,我公司本着“用户至上,勇于创新”的企业方针,发扬求真务实的开拓精神,不断引进国内外先进的 青海海西316l不锈钢管技术, 青海海西316l不锈钢管产品性能已逐步同国际市场接轨,成功案例遍布全国20个省份。


从不锈钢钢管材料组织成分平衡图可以看出,铁素体(α相)只能固溶0.1%以下的氮,因此,钢在氨气中加热时就形成铁的氮化物。在氮化表面形成的这些氮化物饱和层,作显组织观察时,由于它不受所用侵蚀试剂腐蚀,故呈现为白亮层。白亮层容易剥落,所以,氮化后必须用精加工除去,因此可以把白亮层看做伴随氮化产生的一种缺陷。用氨气进行氮化,通过分解产生的原子氮被钢吸附和扩散,再和存在于钢内的Al、Cr等结合形成细小的化合物,在铁素体晶粒内引起很大畸变而使之硬化。未参与氮化的氮变成惰性分子态氮从炉中排出。不锈钢管 图中所示是混合气氛与不同温度下处于平衡的Fe-N相的关系。所以,氨的分解气和氨气的混合气体,即NH3+N2+H2的氮化气氛,可以获得具有与氨分压或者说是氨的分解率相对应的氮化铁表面的氮化层。图中所示是不锈钢钢管在500℃与550℃氮化24小时的情况下,氨的分解率、氮化量以及表面生成相间的关系。从以上结果可以看出,不在生成白亮层的氮化条件下,就不能获得充分的氮化效果。二段氮化法在氮化后期用高分解率的气氛,仅能促进氮在钢中的扩散,试图减轻白亮层。但需要注意的是,与此同时氮化铁容易从晶界上成网状析出,而成为发生剥落的原因。



不锈钢焊管生产的优点:在不锈钢焊管的生产过程中,将管体均匀挤压,然后经过在线光亮凝固退火后,表面变得非常光滑,光滑的表面不易结垢,具有防垢作用。接下来不锈钢焊管小编来给大家介绍一下。这样有利于散热,不需要经常清洗,省时省力省钱。其次,焊管是板材的深加工产品,具有壁厚均匀、性能好的优点。同时,可以任意确定,不锈钢材料具有耐腐蚀、使用寿命长的特点。 不锈钢焊管产品现状:我国工业不锈钢管生产能力与国内市场需求不相适应。现有的不锈钢焊管机组大多与大多数工艺设备不兼容,如缺乏热处理和在线检测设备,使机组的生产能力无法充分利用,一般只能生产普通装饰管,中低档标准不锈钢装饰焊管供不应求,只有少数厂家能生产化工机械管、换热器管等工业焊管。能力严重不足。 焊接工艺采用:采用小规格可防止晶间腐蚀、热裂纹和变形的发生,焊接电流比低碳钢低20%;为保证电弧稳定燃烧,采用直流反接;短弧焊接速度较慢。填充弧坑,焊接与介质接触的表面;多层焊接时控制层间温度,焊后采用强制冷却;不得在坡口外引弧,接地线;焊后变形只能冷加工矫正。 采用氩弧焊接不锈钢时,由于保护效果好,合金元素不易燃烧,过渡系数高,焊缝成形好,无渣壳,表面光滑,焊接接头耐热性高,力学性能好。目前应用广泛的氩弧焊是手工钨极氩弧焊,用于焊接0.5~3mm的不锈钢板。焊丝的成分一般与焊件的成分相同。 保护气体一般为工业纯氩,焊接速度应适当加快,尽量避免横向振荡。对于厚度大于3mm的不锈钢,可采用熔化极氩弧焊。熔化极氩弧焊具有生产率高、焊缝热影响区小、焊件变形小、耐蚀性好、操作方便等优点。



随着我国国民经济的迅速发展,不锈钢管的使用领域也在不断扩大,对不锈钢管和高性能材料钢管的品种、质量和数量都提出了越来越高的要求。因此,采用热挤压技术的工艺目标应该是:(1)采用连铸供坯。特别是对于在不锈钢管市场上占有90%以上市场份额的,大量使用的304、316、321等300系列的奥氏体不锈钢管的生产,应实现全连铸供坯工艺,以大幅度降低成本。(2) 开发热挤压成品管。对于各种不同性能的不锈钢,采用适当的玻璃润滑剂,使挤压不锈钢管的表面质量和尺寸精度达到或超过热轧管标准,生产热挤压精管。(3) 开发高性能、高合金、低塑性、难变形材料的热挤压成品管。同时为冷加工提供这类合金的荒管来生产冷轧冷拔精品管,逐步实现这类高新产品的国产化。(4) 实现现有产品质量和生产工艺的升级换代。采用热挤压毛管作为冷轧冷拔坯料管,原来斜轧穿孔毛管内表面可能出现的质量隐患。并且,采用热挤压的近终毛管,可减少冷加工道次,提高成材率,降低现有产品的生产成本,同时实现现有产品生产工艺和产品质量的升級换代。
