





为了给您提供更的60crmov、现货供应产品信息,解锁60crmov、现货供应产品新体验,视频带你玩转每个细节!
以下是:60crmov、现货供应的图文介绍


例如,轧辊表面和芯部间的温差在70℃时轧辊会增加100MPa的纵向热应力,温差越大,增加的热应力越大。与产生脆性断口的轧辊相比较,产生韧性断口的轧辊的芯部材料韧性更好,更不容易出现断裂。
导致轧辊失效的应力共有四种:
一、制造过程中的残余应力;
二、轧制过程中的机械应力;
三、轧制过程中轧辊的组织应力;
四、轧辊内外温差造成的热应力。如果是因为制造残余应力过大产生断裂,断辊通常发生在轧辊初始上机使用的前几次,且为开轧的前几块轧材。此次断裂的轧辊已经上机轧制了四次,工作层消耗了14mm,因此不应是因制造残余应力形成的断裂。



新物通物资有限公司从事 河北邯郸不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管产品研发与制造多年,积累了丰富的 河北邯郸不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管行业经验,为客户提供独到的解决方案,以诚信、实力和产品质量获得业界的认可!


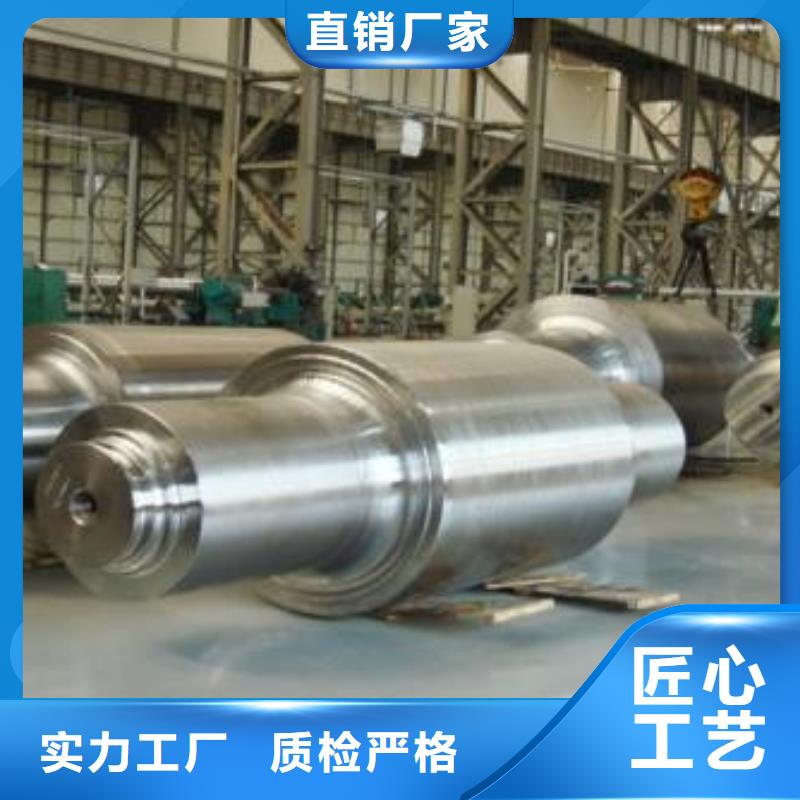
轧辊是轧机的主要消耗工艺件,在轧钢过程中消耗量大,占轧制成本一定的比例。轧辊质量对轧机作业率、质量和产量、轧辊消耗影响较大,所以大部分轧辊使用高合金,单价非常高。轧辊消耗的主要是表层一定深度的工作层,大型支承辊工作层半径方向100mm左右,大型工作辊一般为半径方向50mm,工作层重量占轧辊重量比例并不大。正常情况下轧辊使用到报废极限时(即工作层消耗完)或者出现较大的缺陷时,轧辊就整体报废,辊芯部分按照废钢处理,对成本影响很大。
轧辊修复就是将工作层进行修复,通常采取堆焊方式,当轧辊使用到报废极限时或者轧辊出现较大缺陷时,进行堆焊修复工作层。这样轧辊芯就可以实现重复利用,从而能够大幅降低轧辊消耗,降低生产成本。
轧辊修复就是将工作层进行修复,通常采取堆焊方式,当轧辊使用到报废极限时或者轧辊出现较大缺陷时,进行堆焊修复工作层。这样轧辊芯就可以实现重复利用,从而能够大幅降低轧辊消耗,降低生产成本。



sdzq

应用粉末冶金技术中喷雾制粒与热等静压的配合工艺,生产的高速钢较之传统方法生产的钢材具有许多优点,如优良的机加工性能、韧性、硬度和热处理后的形状稳定性。应用HIP工艺生产的高速钢轧辊,与相同成分的铸造高速钢轧辊相比,碳化物更细小、均匀,而碳化物的形貌及分布对轧辊的热疲劳性能、抗剥落性能及韧性起决定性作用,因此HIP高速钢轧辊的综合性能明显优于铸造轧辊。此外,为了进一步提高耐磨性,HIP高速钢轧辊可采用更高的含碳量和合金含量,仍保持良好的碳化物形貌。用HIP工艺生产高速钢轧辊时,一般是用铸、锻钢材料制成辊芯,在辊芯外填充好辊身外层所用的高速钢粉末,抽真空后在1000℃以上高温和100 MPa以上压力下烧结成轧辊。由于HIP工艺设备需要耐高压,受设备限制,HIP工艺还只能生产小直径的高速钢轧辊。
