



不要犹豫,点击播放我们的DN250不锈钢无缝管焊接+法兰弯头产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
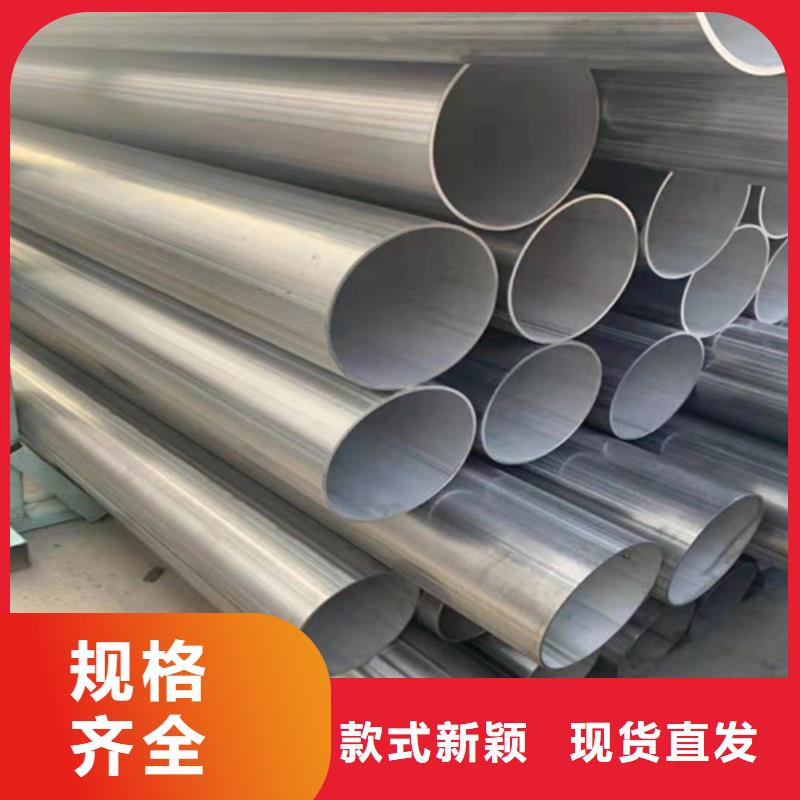
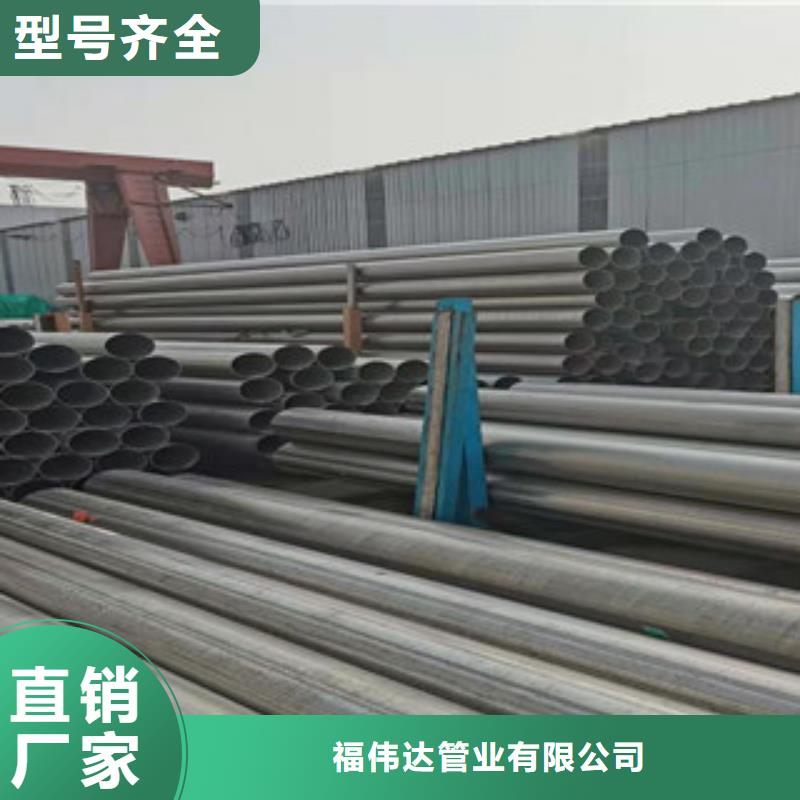
以下是:DN250不锈钢无缝管焊接+法兰弯头的图文介绍

不锈钢资料的洁净不锈钢管道不只简单加工成型,经用漂亮,并且简直不需求外表维护,因此在实践出产日子中许多洁净工程选用不锈钢无缝钢管作为工程规划的首要部分。除此之外,不锈钢洁净管道设有多种不同的强重比、外表光洁度、洁净度等技能标准以习惯各类工程规划要求,跟着洁净技能的不断发展,不锈钢洁净管道在建筑行业上的运用日益广泛。 工艺流程净管道施工的工艺流程首要包含:施工图纸审阅、施工现场丈量、预制管道装置洁净房、管道预制与现场装置、管道体系测验、管道吹扫冲刷、工程检验七个施工进程。1)施工图纸审阅。该进程要求专业技能人员在施工前将图纸所涉及的内容,包含管道原料、洁净气体种类及品质、作业压力、等进行详细审阅,尤其是要对不同气体的管道所选用不同原料的外表要求,洁净等级等是否满意规划计划进行判别;2)施工现场丈量。依据洁净室的湿度要求、噪音要求、洁净管道振荡等功能要求,再结合现场实践状况,查看图纸标高是否;3)管道预制洁净室。洁净管道体系的洁净效果与洁净管道装置进程有着密不可分的联系,所以洁净管道的装置场所与洁净管道体系的洁净等级应坚持共同,所有的装置资料应预制在相应等级的洁净室内。4)预制管道与现场装置。管道阀门等管件在装置之前需进行脱脂清洗,去除管件在出产运送进程中油污及杂质,使资料具有洁净室装置的洁净度要求。5)管道体系测验。洁净管道装置完结后,有必要依照规划要求进行强度和气密性测验,详细选用气压实验仍是水压实验则依据假如洁净管道作业介质来决议。假如作业是气体,则选用气压实验,假如作业介质是液体可选用纯水(蒸馏水)实验,施工现场难以解决纯水问题时,也可以选用枯燥压缩空气、氮气等洁净气体替代。实验压力为规划压力的1.15倍,强度实验时刻为10到20min,气密性实验时刻为24h;6)管道吹扫和冲刷。 为确保管道体系的洁净度就有必要在运用前对其进行吹扫和清洗,吹扫介质应与压力实验气体介质相同。接连对管路进行吹扫,不光可以铲除管壁附着的残留物,一起带走了管道中的水分,起到了枯燥管道的效果。7)工程检验。洁净管道装置完结后,依据我国JGJ71-90《洁净室施工及检验标准》中,洁净管道装置监督查验规矩报请监督查验组织进行检验,并出具装置监督查验和报告。管道装置工程竣工后,向管道运用单位提交装置质量证明文件,并在装置单位及其无损检测单位应将工程项目中管道装置及其检测资料进行备份保存。首要施工办法及技能措施洁净管道的施工工艺不同于一般管道,对施工进程、计划规划、施工工序等环节都有很高的要求,并且每个环节的施工质量有必要严格操控,假如其间某个环节呈现纰漏,将会对整个出产工艺的洁净度发生严重影响。


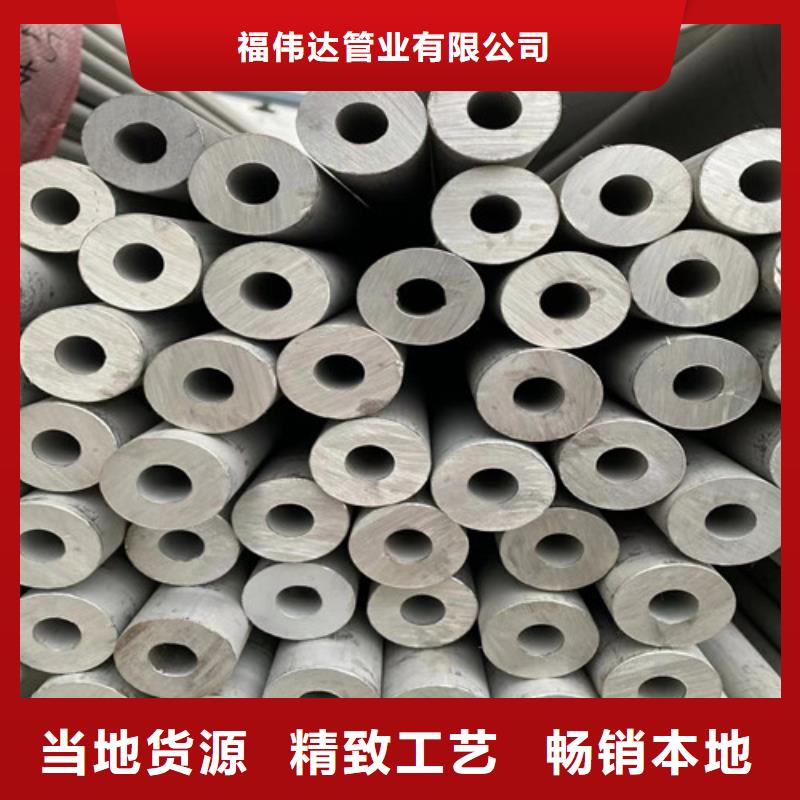
2205不锈钢管冷加工后的脱脂是一个不容忽视的重要工序。脱脂不净的钢管在随后的热处理过程中.往往会导致2205不锈钢管内外表面的局部增碳(俗称“阴色”),从而形响钢竹的抗腐蚀性能。国内2205不锈钢管生产过程中的脱脂,一般都采用酸洗废缸的溶液,主要是通过腐蚀剥离达到脱脂的目的。这不仅会使2205不锈钢管表面脱脂不净,2205不锈钢管,而且还会造成钢管表面的腐蚀现象,由此降低了钢管的抗腐蚀性能。这是一种极不合理的脱脂工艺。国外十分重视2205不锈钢管生产过程中的清洁工作,普遍采用进行脱脂。该方法主要是通过对油污的溶解作用来达到脱脂的口的。并且对2205不锈钢管的表面没有损害。由于在常温下极易挥发,所以脱脂后的钢管表面干操.适宜于氮气保护热处理。国外在2205不锈钢管的生产过程中,由于采取了严格而的脱脂工艺,同时严格地控制了管坯的质量和热处理制度,因而使成品钢管的抗晶间腐蚀性能十分稳定。



为了使客户放心使用本公司的产品,本公司作出以下售后承诺:
“三服”工作
1.售前服务:为客户购买产品提供产品的咨询(包括产品的技术性能及价格)
2.售中服务:确保产品的质量,做好按时交货工作。
3.售后服务:提供产品的安装与调试服务,公司在全国各地都有售后服务人员.专业的技术及完善的售后,确保用户购买放心,使用安心。


在这个钢筋混凝土满地的时期里,3不锈钢无缝管的组成成份分别是由成分、物理学作用和焊接性构成的。因此 不对可用它间独自一人一种焊接材料和焊接加工工艺开展焊接。今日我们就掌握下316不锈钢管在焊接时要求注意哪几个方面的疑惑,在焊接全过程中我们应将底层弓覆层有所差异,分离采用分别可用的焊接材料来焊接。 为保证覆层的耐腐蚀性,覆层的焊接成份应尽可能与覆层钢成份一样,但在双层的接壤处,覆层必然被底层稀释液,使耐腐蚀性减少或脆化;而底层则被细晶强化而变脆。因而不锈钢板材焊接的关键是要解决好双层交界位置的焊接。解决的方式 是在底层与覆层中间设衔接层焊接。 焊后热处理有关大薄厚不锈钢板扳的焊接预制构件,焊后热处理可以焊接剩下地应力。但应注意,热处理温度髙时,在碳素钢一侧会组成铁索体渗碳以,使进展减少;而在不锈钢板一侧则被渗氮而发硬脆,产生冲击性韧性减少,变为焊接连接头无效的风险,它是不可取的。 恰当开展热处理可以焊接剩下地应力,都不危害覆层的耐腐蚀作用。其方式 是:要热处理的大序度或弯曲刚度大的不锈钢板材的焊接预制构件,理应在底层焊接完毕,系统检测饵缝內部和表层均达标后开展热处理,且温度不适合超过400度。 在这里温度下隔热保温時间可稍拓宽些.用此温度开展的焊后处理工艺,可使剩下地应力减少40%摆弄,一起不容易危害覆层不锈钢板的耐浊作用.覆层与底层中间的是碳元素扩敗也不容易发病.在以上热处理进行后才可焊隔离层和覆层不锈钢板材.覆层焊接完毕后,无需开展一切热处理。



