


观看我们的产品视频,就像打开了一扇通往路基护栏特价销售产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
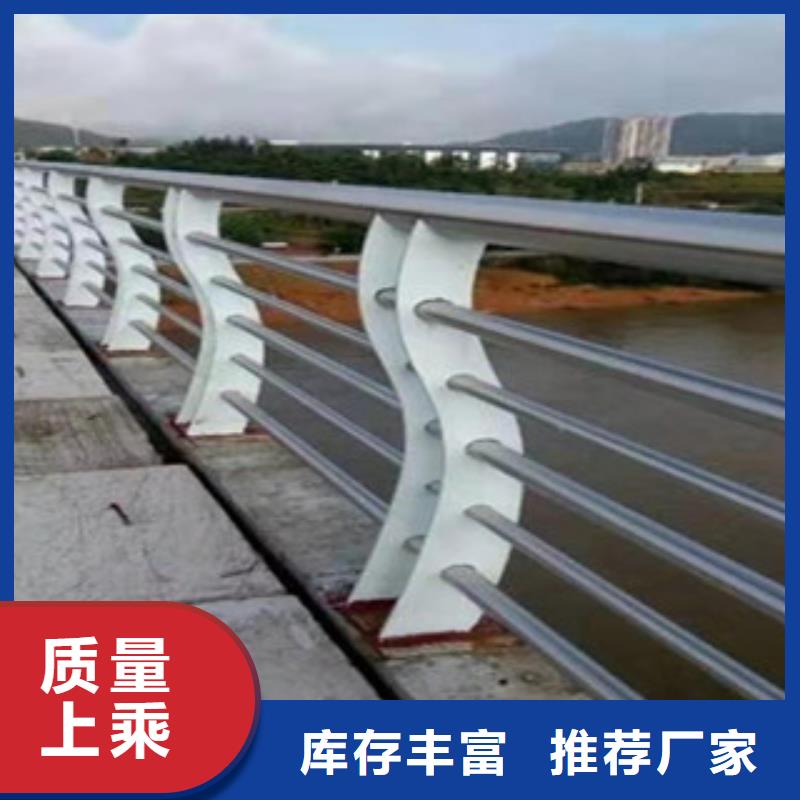
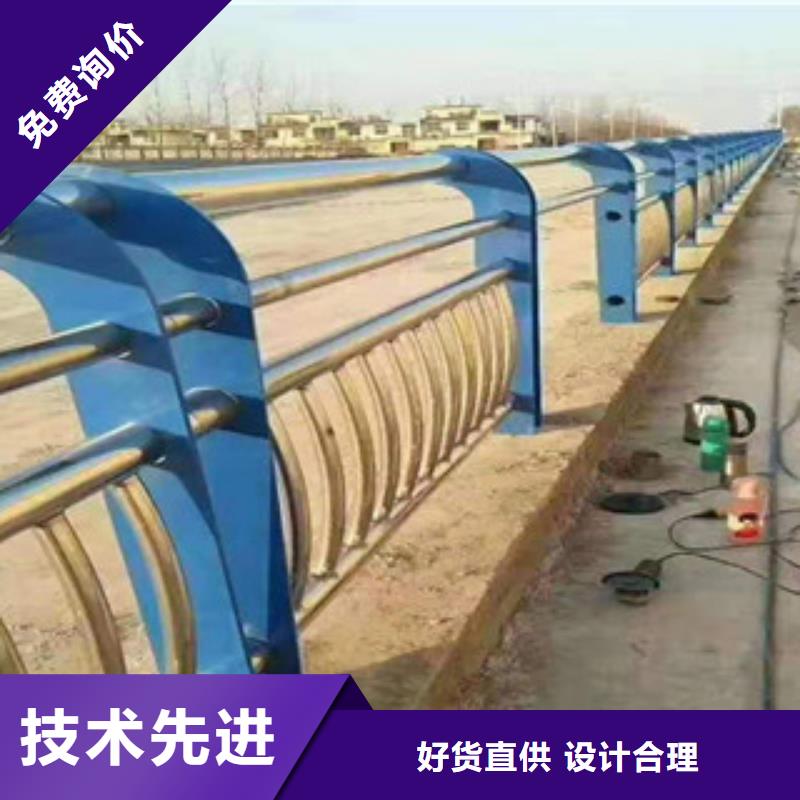
以下是:路基护栏特价销售的图文介绍

不锈钢复合管是如何对防撞护栏进行包装保护的?
防撞护栏不同于别的物品,虽然比较牢固,如果进行运输的过程中也很难避免出现损伤,那么不锈钢复合管就要对其进行很好的包装保护了,今天护栏厂家小编就来为大家讲述一下防撞护栏在进行运输过程中是如何进行包装保护的?
1、打捆包装
(1)应避免防撞护栏在打捆和运输过程中受损伤,打捆标牌要统一一致。
(2)同一捆防撞护栏应是同炉号 (批号)、同钢级、同规格的防撞护栏,不应混炉(批号)打捆,不足一捆的应 打成小捆。
(3)每捆防撞护栏的重量不应超过 50kg。经用户同意可以增加捆重,但重不能超过 80kg护栏厂家。
(4)对于平端防撞护栏打捆时,一端应对齐,对齐端的管端相差小于 20mm, 每捆防撞护栏的长度差小于 10mm,但按照通常长度订货的防撞护栏每捆防撞护栏的长度差小于5mm,一捆防撞护栏中长和次长的不超过 10mm。
防撞护栏不同于别的物品,虽然比较牢固,如果进行运输的过程中也很难避免出现损伤,那么不锈钢复合管就要对其进行很好的包装保护了,今天护栏厂家小编就来为大家讲述一下防撞护栏在进行运输过程中是如何进行包装保护的?
1、打捆包装
(1)应避免防撞护栏在打捆和运输过程中受损伤,打捆标牌要统一一致。
(2)同一捆防撞护栏应是同炉号 (批号)、同钢级、同规格的防撞护栏,不应混炉(批号)打捆,不足一捆的应 打成小捆。
(3)每捆防撞护栏的重量不应超过 50kg。经用户同意可以增加捆重,但重不能超过 80kg护栏厂家。
(4)对于平端防撞护栏打捆时,一端应对齐,对齐端的管端相差小于 20mm, 每捆防撞护栏的长度差小于 10mm,但按照通常长度订货的防撞护栏每捆防撞护栏的长度差小于5mm,一捆防撞护栏中长和次长的不超过 10mm。


过渡层的焊接 过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。 焊接时采用焊条选用A302,规格为φ2.5mm,选焊接电流为70-90A,焊接电流为直流正接。过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过 大的电流易将根部烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要 尽量减少咬边缺陷,如果产生,用砂轮磨掉进行修补。焊接过程要逐层检验,清理干净焊渣及飞辘,发现缺陷立即清理或返修。焊接完成后清理表面焊渣和飞溅。 对于内衬不锈钢复合管焊接时,先对破口进行封底焊接,便复层与基层不会脱离,封底焊接可接增加接头不锈钢层的厚度,使接头对错边,气孔等缺陷不敏感,增强耐 蚀能力.采用.弧焊封焊、打底和热焊、孚电弧焊填充和盖面的焊接方法,在适当的工艺参数,并采取适当的工艺措施,可保证接头的性能。



鑫隆昌金属材料有限公司始终坚持“创新务实,追求卓越,诚信守约,用户至上;以质量求生存,以科技求发展”的经营理念。秉承“员工与企业共成长,企业与合作伙伴共同发展”的指导思想。以科学的管理为基础,以的人才为支撑,以不断创新的激情为动力,以打造的“鑫隆昌金属材料有限公司”品牌为己任,企业形象,创造出更好的 陕西汉中钢板立柱 产品。

护栏厂家教你如何辨别锌钢护栏涂层的好坏
首先是基本的就是表面的喷涂效果要平整,不能出现疙瘩和针孔(针孔就是表面有小孔,针孔时间久了会生锈),纯颜色的话就不能有杂色。这个是基本的,然后就是涂层的附着力,这个就可以切一小段用锤子砸扁,看是不是会整块脱落,看涂层和里面的镀锌材料有没有完全粘合在一起。如果一砸就分层脱落那就是厂家的喷涂工艺有问题或者选用的粉末涂料有问题。其实如果第二个方面做好了一般都不会出现 个方面的情况。第二个方面也是关键的。至于时间久了会不会褪色,可以说如果前面两个方面做到位的厂家那肯定工艺和材料都还可以的,基本不会出现褪色的可能。
所以不管您是自己家需要安装栏杆的住户,还是您是做工程安装的个体户,或者是选择锌钢品牌的房地产公司,请您在选购的时候注意考虑厂家做出来的产品!
首先是基本的就是表面的喷涂效果要平整,不能出现疙瘩和针孔(针孔就是表面有小孔,针孔时间久了会生锈),纯颜色的话就不能有杂色。这个是基本的,然后就是涂层的附着力,这个就可以切一小段用锤子砸扁,看是不是会整块脱落,看涂层和里面的镀锌材料有没有完全粘合在一起。如果一砸就分层脱落那就是厂家的喷涂工艺有问题或者选用的粉末涂料有问题。其实如果第二个方面做好了一般都不会出现 个方面的情况。第二个方面也是关键的。至于时间久了会不会褪色,可以说如果前面两个方面做到位的厂家那肯定工艺和材料都还可以的,基本不会出现褪色的可能。
所以不管您是自己家需要安装栏杆的住户,还是您是做工程安装的个体户,或者是选择锌钢品牌的房地产公司,请您在选购的时候注意考虑厂家做出来的产品!
