


我们的铁路轨距块薄利多销视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:铁路轨距块薄利多销的图文介绍

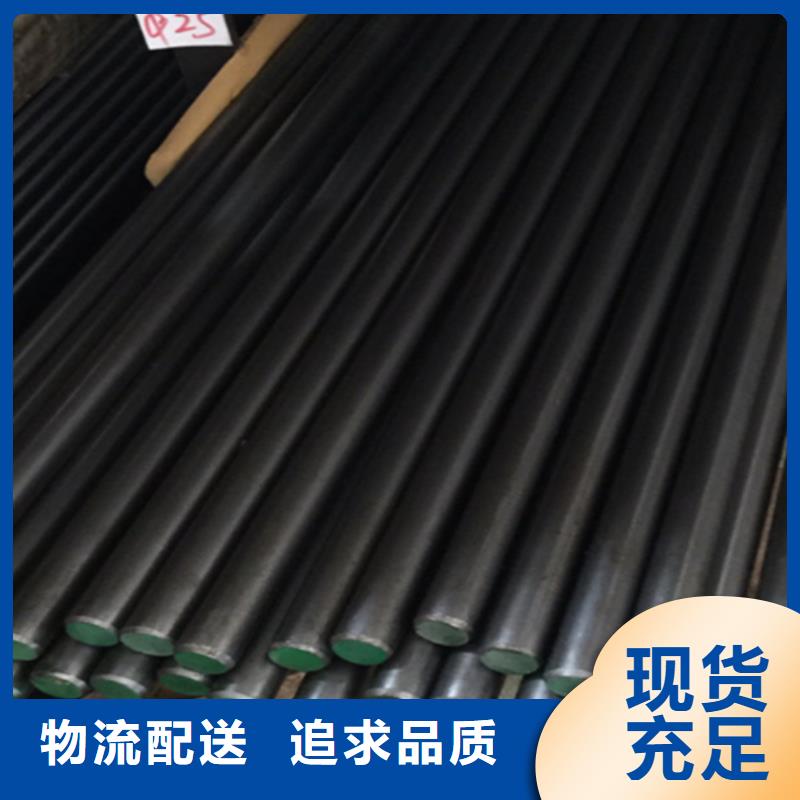
鑫泽金属制品有限公司发挥人才优势,确保技术的实用性;依靠装备优势,以科研开发与实验生产相结合的模式,缩短 河南鹤壁Q235方钢研发周期,提高了技术的针对性,可靠性;依托地域优势,确保 河南鹤壁Q235方钢加工质量和周期;凭借体制优势,做到灵活机动、快速反应、服务周到。


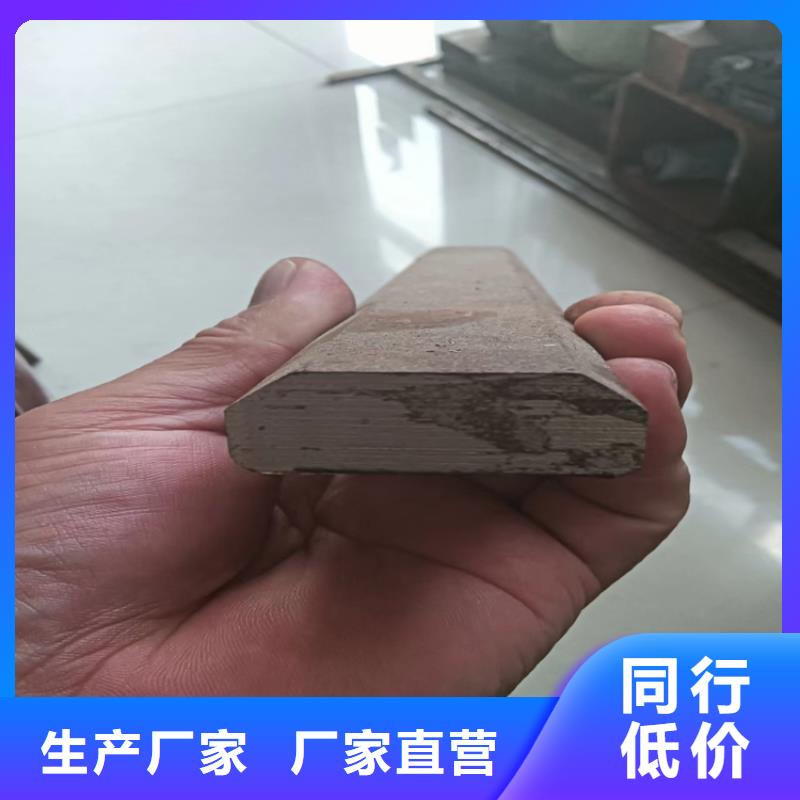
冷拉型钢异型钢,如果其出厂时没有经过特殊工艺的话,那么,其硬度范围,是为多少?此外,冷拉六角钢这一种冷拉型钢,是否要使用模具?冷拉型钢,如果其出厂时,没有经过特殊的工艺处理的话,那么,其的硬度范围,是为HRC15—220。而冷拉六角钢这一种冷拉型钢,是要使用模具的,而且,对其它的冷拉型钢,也是会使用到模具的。对冷拉型钢这一网站产品和关键词,相信通过上面这些问题,以及给出的具体答案,大家是可以让自己有正确认识和了解的,并同时,增加这方面的专业知识。所以,为了有上述效果,大家应认真对待,以免白白浪费这么好的学习机会。



冷拉异型钢时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的T型钢,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同根T型钢冷拉率也不一 样)冷拉质量得不到保证。不同炉批的冷拉控制:对于混杂,分不清炉批的T型钢,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的T型钢,每根的冷拉率和控制应力都要符合规范规定。冷拉速度控制:要使T型钢充分变形,就要适当控制冷拉速度,一般以0.51.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2---3以后,再放松T型钢,结束冷拉,以给T型钢充分变形的时间。冷拉应力控制的情况:对于工、亚、IV级T型钢和5号钢的型钢,在冷拉后,作硕应力T型钢使用的,要用冷拉应力控制。但T型扁钢冷拉后经检查,冷拉率超过了规范规定,还要再进行机械能实验。冷拉率测定控制要求:以冷拉率控制T型钢冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批T型钢的实际冷拉率。如果T型钢强度偏高,平均的冷拉率低于1%时,在T型钢冷拉时,仍要按1%的冷拉率控制。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。对于预应力T型钢必须采用双控方法。


