



我们为您呈现了32新标准(47.5*70)套筒_多年生产经验产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:32新标准(47.5*70)套筒_多年生产经验的图文介绍
套筒_多年生产经验")
套筒_多年生产经验")
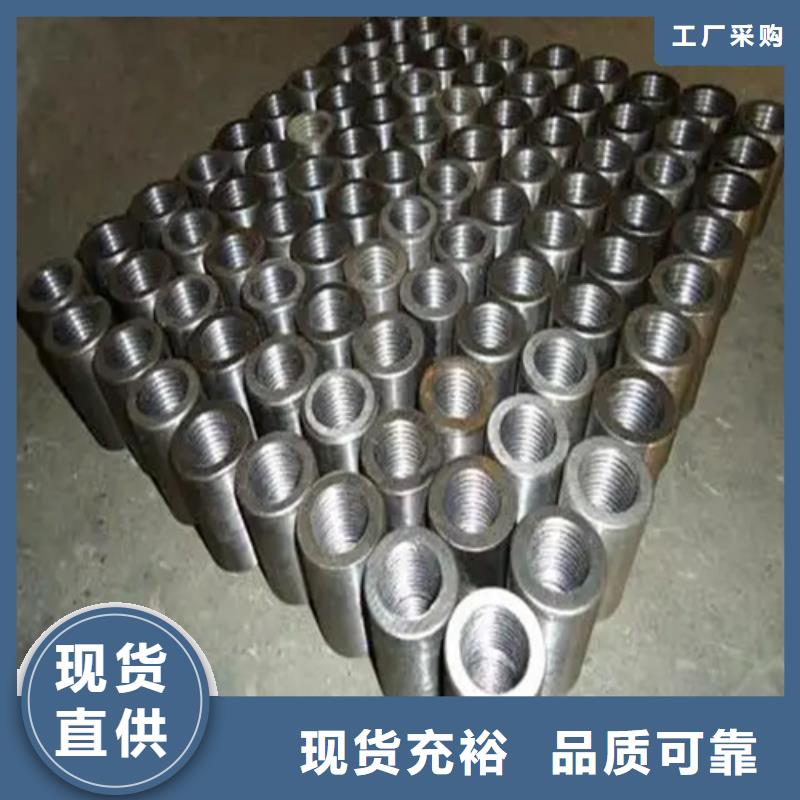
此外,钢筋套筒全长275mm,两端内孔的形状和位置公差是不易掌握的,并且钢筋直螺纹套筒较薄处仅有7mm,工序安排不合理会产生变形,将直接影响到钢筋连接套筒的加工精度,钢筋直螺纹套筒的主要面的粗糙度0.8和1.6,加工表面全部需要磨削,并在磨削前必须要安排合理的热处理,总之分体式钢筋连接套筒的主要加工表面必须经过多道加工,才能逐步提高精度以达到要求。建筑人平常工作过程中经常会会遇到各种各样的问题,其中钢筋连接套筒因连接不紧出现松动是其中常见的问题之一,这样的问题如果不及时去解决,就会导致建筑的质量不达标,所以了解传统的防松办法是非常必要的。
套筒_多年生产经验")
套筒_多年生产经验")
套筒_多年生产经验")
云海旭金属材料有限公司自成立以来,非常注重创新和研发的投入,为拓展思路,公司大量收集、整理各地需求信息外,不断为 黑龙江鹤岗钢筋套筒价格产品发展注入新的活力。
套筒_多年生产经验")
套筒_多年生产经验")
钢筋套筒在制作时要注意以下九点:1.连接钢筋时,钢筋规格和连接套的规格应一致,并确保钢筋和连接套的丝扣干净完好无损。2.钢筋应先调直再下料。滚丝机切口端面应与钢筋轴线垂直,不得有马蹄形或挠曲。不得用气割下料。3.加工的钢筋锥螺纹丝头的锥度、牙形、螺距等必须与连接套的锥度、牙形、螺距相一致,且经配套的量规检测合格。4.加工钢筋锥螺纹时,应采用水溶液切削润滑液。5.已检验合格的丝头应加以保护。6.连接钢筋时,应对正轴线将钢筋拧入连接套,然后用力矩扳手拧紧。7.采用预埋接头时,连接套的位置、规格和数量应符合设计要求。带连接套的钢筋应固定牢固,连接套的外露端应有密封盖。8.必须用精度±5%的力矩扳手拧紧接头,且要求每半年用扭力仪检定力矩扳手一次。9.操作工人必须持证上岗。
套筒_多年生产经验")
套筒_多年生产经验")
套筒_多年生产经验")
