



申达鑫通商贸有限公司自创建以来一直坚持“公平”“争优”“创新”“诚信”理念,不断要求自己,不断自己的 黑龙江黑河D产品水平来创造广大市场,以热情的服务赢得大家的信任,以客户保持良好的长久合作伙伴关系,以客户共进退,以客户共辉煌,力争创造出美好的未来。



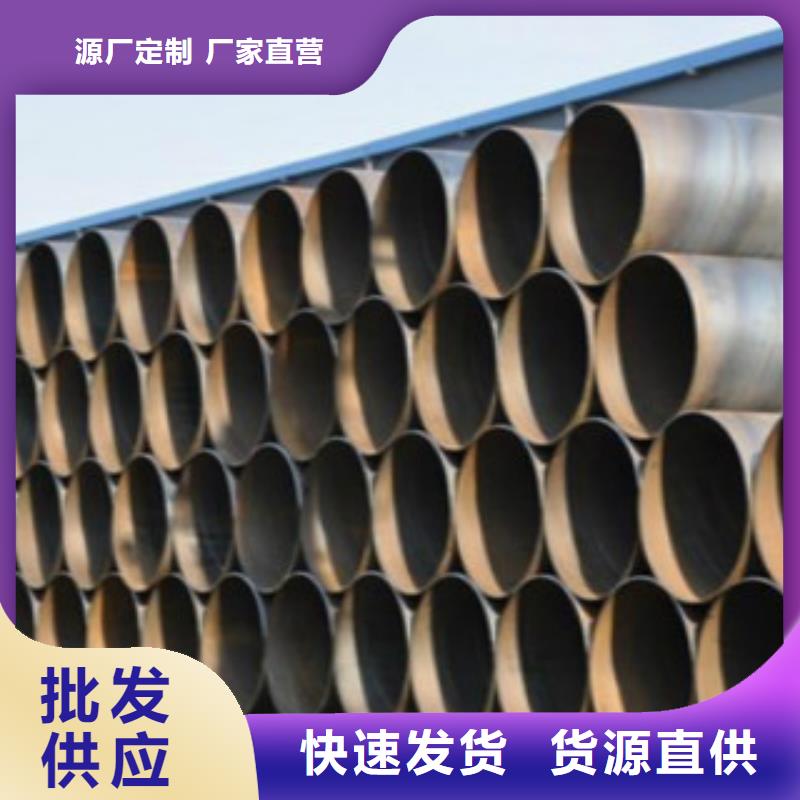
螺旋焊接钢管的加工流程:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。



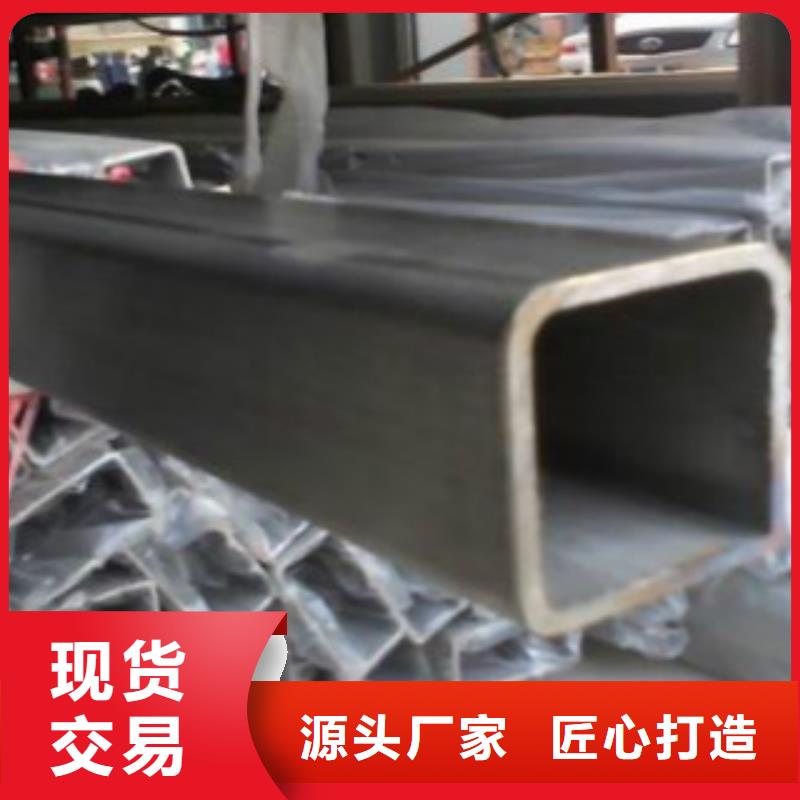
天津申达鑫通Q355C焊管材质规格报价
Q355C焊管 1.5寸*3.25mm DN40 Q195-215 友发 4730 -50 -
Q355C焊管 2寸*3.5mm DN50 Q195-215 友发 4700 -50 -
Q355C焊管 3寸*3.75mm DN80 Q195-215 友发 4680 -50 -
Q355C焊管 4寸*3.75mm DN100 Q355C 友发 4700 -50 -
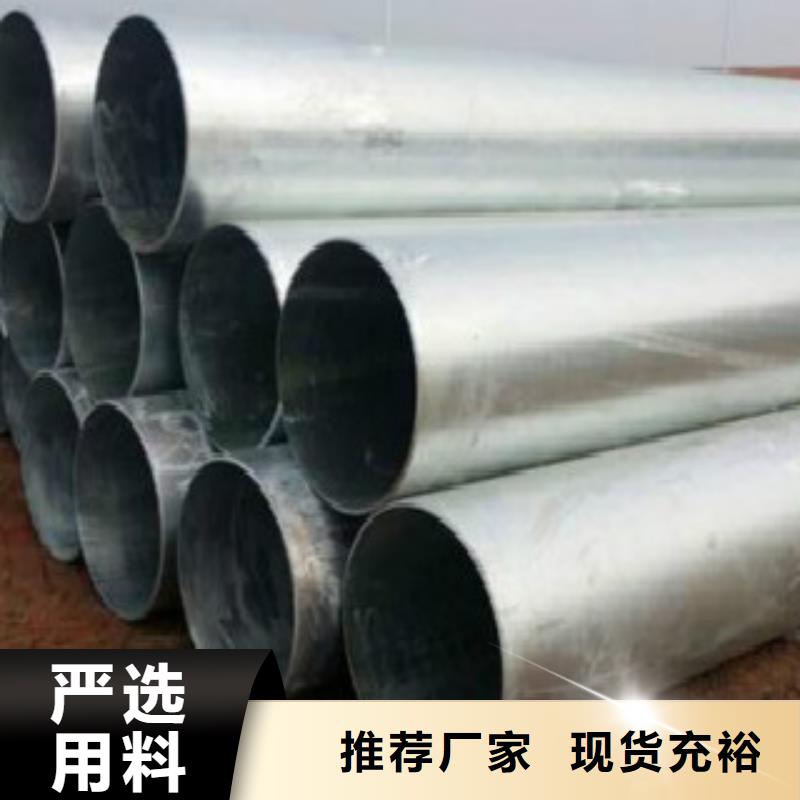
Q355C焊管 5寸*4.5mm DN125 Q355C 友发 4750 -50 -
Q355C焊管 6寸*4.5mm DN150 Q355C 友发 4750 -50 -
Q355C焊管 7寸*4.5mm DN150 Q355C 友发 4650 -50 -
Q355C焊管 8寸*4.5mm DN150 Q355C 友发 4650 -50 -


1.管道在焊接前,应先进行处理,包括矫正、切割、坡口加工以及清理等。坡口切割一般是采用氧-乙炔焰气割,切割完成后,要掉杂物或者杂质,如有不平整的地方,应用磨光机处理平整,以免影响焊接质量。坡口内如有铁锈或者水分,也要干净。
2.焊条、焊剂的使用应按照说明进行,使用前先烘干,使用时要保持干燥。焊条药皮如果出现脱落,或者有裂纹的出现,则不能使用。
3.焊前管口应进行组对,要使用专门的工具,以确保管子的整齐性和平整度。管子的组对点固应由焊工进行,其它人员不能进行操作,焊缝不能有任何缺陷。
4.应严格按照规定要求进行焊接,焊接设备使用前应先进行检查,以确保其性,以及能够正常使用,如果不合格,则不能使用。焊接过程中,要做好质量控制工作。
5.焊接一般是采用手工电弧焊,控制好焊条质量,焊缝尽可能一次性完成,不要留有问题。
6.管道连接时,不能强行进行连接,对口位置应正确



