

想一睹
Q390高强板供应商-长期合作产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:
Q390高强板供应商-长期合作的图文介绍

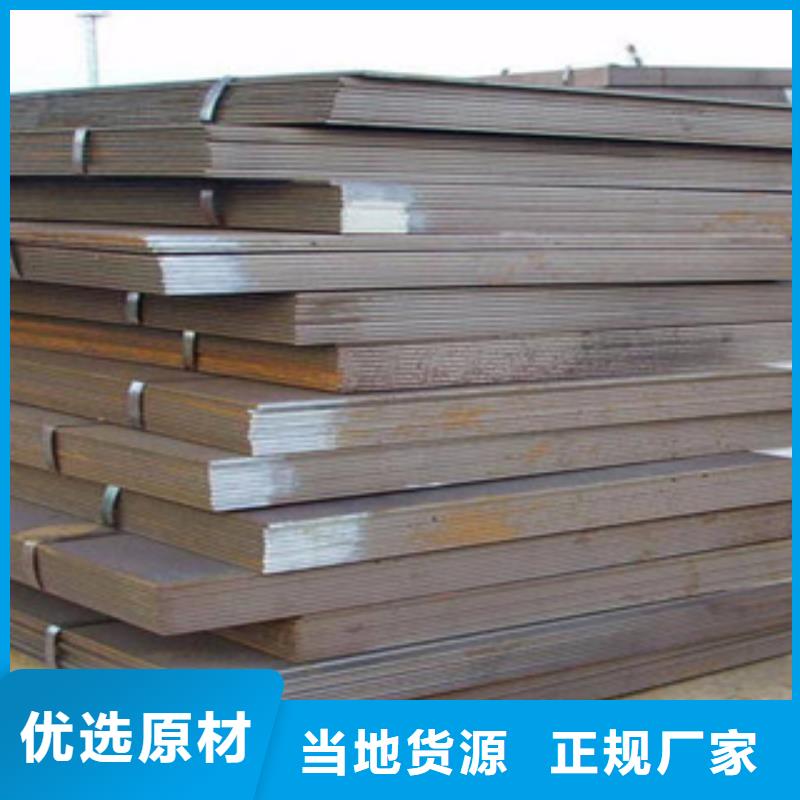
根据现场焊接位置对应于被焊工件的板厚选择所使用的耐磨衬板,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的耐磨衬板牌 。焊接工艺性能包括电弧性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。 复合耐磨板在我们的生活和工作中无处不在,并发挥着的作用。复合耐磨板是我们生活中不可缺少的物品。但是一些人对其并不是很了解,下面鑫州就为大家介绍一下复合耐磨板的存放方法,让消费者减轻不必要的损失。产品拆封后,在保质期内你可以直接施焊,不需任何焊前处理。 产品应置于通风、干燥及酸、碱、油介质隔离的地方存放。产品在运输中应避免摔撞和受潮,以免影响复合耐磨板的质量。拆去包装后,建议在耐磨板上方施加适当的防尘遮盖物。对于超过保存期的复合耐磨板,建议在焊前进行表面清理。 预热是防止耐磨衬板焊后堆焊层出现裂纹有效的措施,辊子堆焊前必须进行预热,预热目的是堆焊层金属的冷却速度,防止堆焊焊缝区附近的裂纹产生,另外预热可以堆焊层液态金属的结晶偏析,增加结晶的间隔时间,以热应力的产生,避免堆焊层金属产生结晶裂纹。


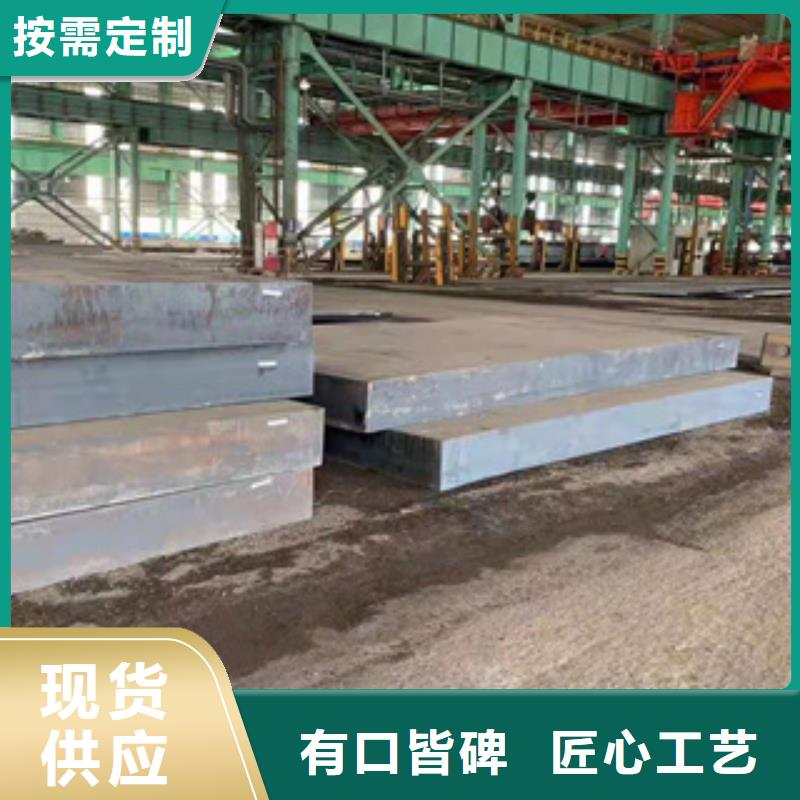
相反,如果电弧燃烧不,使得熔滴过渡时飞溉现象严重,焊缝成型差,焊缝熔深浅,以及产生气孔或者夹渣等缺陷,焊接质量就会低。影响电弧性的因素有焊接电源种类及特性、焊接电流、焊接电压和焊剂成分以及电弧磁偏吹等,操作人员的熟练程度以及工件表面的清洁程度也会对电弧性产生影响。 生产中焊接电弧性的措施和方法是:对于采用交流电源的焊接方法,其电弧性问题主要是电流过零时电弧再引燃困难,可以通过添加脉冲电流或者在焊接电路中串联电感来改善电弧的性。复合耐磨板焊接时两块耐磨板之间距离对电弧性有影响,所以两块复合耐磨板间距要得当。 也可以采用特殊的电流波形比如双凹电流波形来解决电弧性问题。复合耐磨板中加入稳弧剂,使得电弧空间电离度增大,带电粒子更容易产生,电弧性也可以得到。焊接在工业生产制造和现代化建设中发挥着重要的作用,对于焊接质量的监测显得尤为重要,而电弧性又是影响焊接质量的一个重要因素。 焊接工艺性能由于自保护双金属耐磨板的工艺参数适应性小,所以试验中对其进行了。双金属耐磨板58-O,60-O的焊接工艺性能优良:电弧燃烧,焊道成形好,飞溅少,气孔很少,堆焊层致密无缩松,表面有少量渣点,不予清理不影响连续多层焊接,烟尘不大,噪声低。



鑫邦源特钢有限公司以“”、“诚信协作”、“互助共赢”为公司理念,以推广和应用为己任,始终把高新技术【湖南怀化合金钢管】产品作为对未来市场竞争的积j i把握,积j i开拓国内外市场,并一如既往的积j i配合客户所需。放眼未来,我司将发展成为具有一定规模和影响力的专业厂商。我们真诚地期待与您的合作!