您的位置>首页 >黄石本地产品推荐News >
注塑产品重量轻怎么调新品促销
更新时间: 2024-12-29 00:04:16 浏览次数:4
以下是:注塑产品重量轻怎么调新品促销的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 7天内 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 10 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 塑料 |
|---|
| 产品品牌 | 铭诺 |
|---|
| 发货城市 | 河北衡水 |
|---|
| 产品产地 | 河北衡水 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 定制 |
|---|
| 质保时间 | 180天 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 合格 |
|---|
以下是:注塑产品重量轻怎么调新品促销的图文视频
导读 注塑产品重量轻怎么调新品促销_铭诺橡塑制品有限公司,固定电话:18631871991,移动电话:18631871991,联系人:杜鑫鑫,QQ:3265414165,衡水景县景龙路南、杜桥镇草厂村西北发货到湖北省 黄石市 黄石港区、西塞山区、下陆区、铁山区、阳新县、大冶市 发货到 湖北省黄石市。 湖北省,黄石市 黄石市,湖北省辖地级市,为国务院批复确定的长江中游重要工业基地、沿江开放城市、鄂东地区中心城市、长江中游城市群区域中心城市、华中地区先进制造业基地、武汉城市圈副中心城市,位于湖北省东南部,地处长江中游南岸,东北临长江与黄冈市隔江相望,北接鄂州,西靠武汉、鄂州,西南与咸宁为邻,东南与江西九江接壤;介于东经114°31′-115°30′,北纬29°30′-30°15′之间,总面积4583平方千米。截至2022年10月,黄石市辖4个区、1个县,代管1个县级市。截至2022年末,黄石市常住人口244.4万人。
想要更深入地了解我们的注塑产品重量轻怎么调新品促销产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
以下是:注塑产品重量轻怎么调新品促销的图文介绍

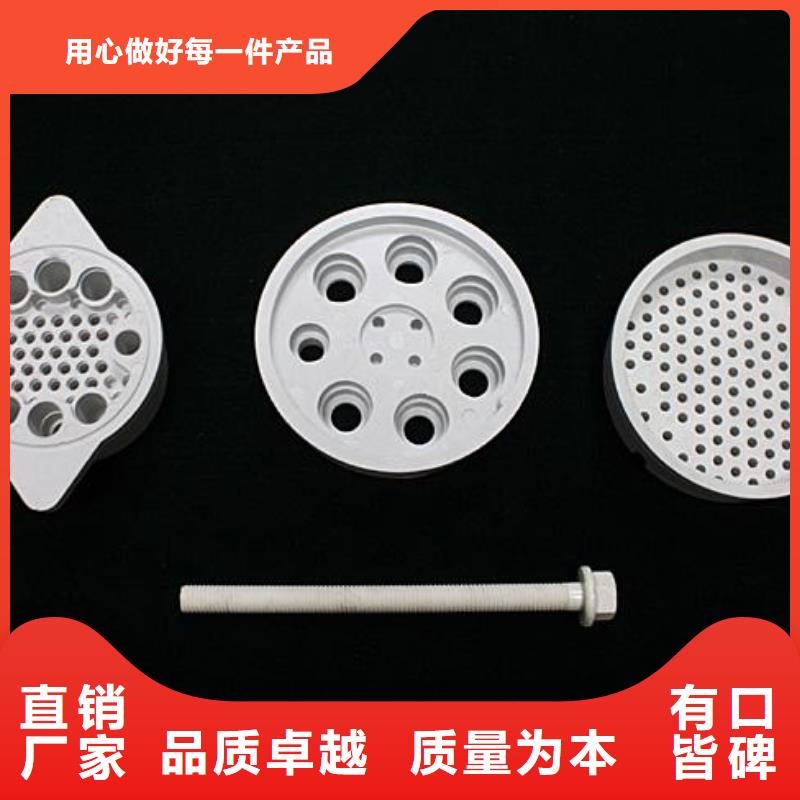
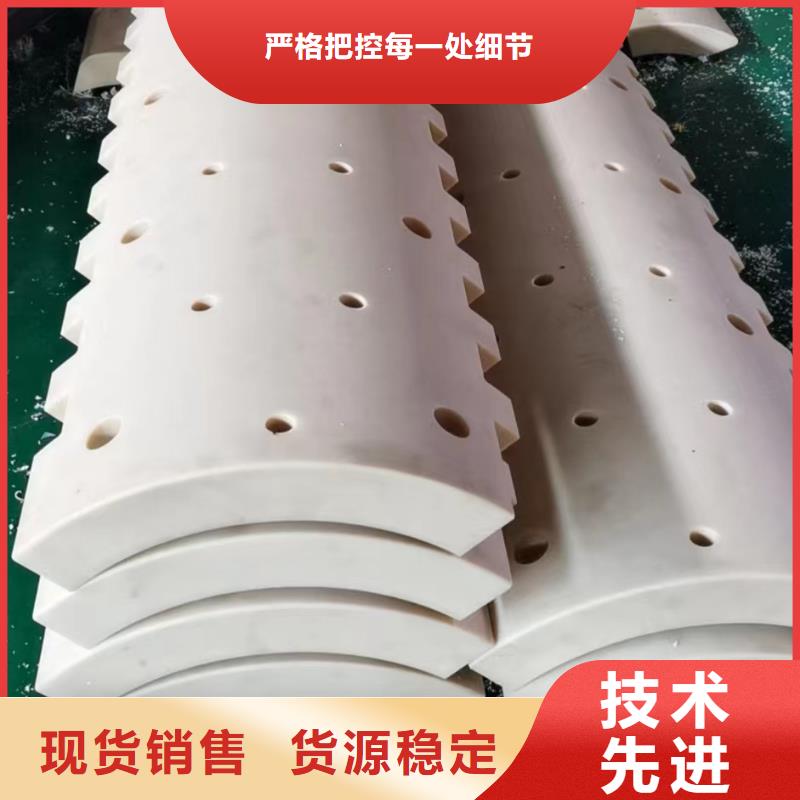
铭诺橡塑制品有限公司自建立以来,一直从事设计、生产制造及销售、安装 湖北黄石杀菌锅塑料隔板的综合性企业,具有二十多年的生产历史,凭借先进的生产工艺、雄厚的技术力量、完善的售后服务,获得了广大 湖北黄石杀菌锅塑料隔板用户的好评及回单。


华尔网注塑产品 产生变形的原因 1-1 品的形状,特别是成形收缩率同制品厚度的关系而引起的残留应力。 l-2日于成型条华产生的残余应 1-3脱模时产生的残余应力 1-4由于冷却时间不足而引起变形 .相关联的知识 2-1 制品的变形(翘曲、弯曲、小纹)同产生纹的原因一样即制品内残余内应力。成型的设定条件应朝制品内应力的方向设定。即提高料筒温度、模具温度后,在材料流动性变好的状态下,射出压力不要太高。 22为了减少残余内应力,有进行退火处理,即在热变形温度 10度以下,小时以上的加热就有内应力的效果。但这种方式的退火因费用高而使用的不普遍。 2-3 如果模具的冷却水孔不能对制品进行均匀冷却,也会产生残余应力,这就意味着冷却水孔不能太浅。

铭诺橡塑制品有限公司



华尔网注塑产品 制品裂纹的方法 制品产生裂纹的原因: 1-1 由于成型设定条件引起的残余应力(过饱模) 1-2脱模时发生的残余应力 1-3制品的形状引起的应力集中 1-4 同镶块的热膨胀引起的误差 1-5材料的劣化 相关联的知识: 2-1 跟上一节变形同一原因 2-2 金属镶块预先加热,则可以缓和成型时的残余应力,同样的原理,用成型后的退火代替镶块加热也是一种方法. 2-3 在成型设定条件中,用下降射出压力这一措施是有效的。 2-4 如果脱模销分别是平衡的,在脱模是加上大点的力。

总结 选购注塑产品重量轻怎么调新品促销来湖北省黄石市找铭诺橡塑制品有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:杜鑫鑫-18631871991,{QQ:3265414165},地址:[景县景龙路南、杜桥镇草厂村西北]。