想要更直观地感受高硬度碳化铬耐磨复合电话咨询产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:高硬度碳化铬耐磨复合电话咨询的图文介绍


新钢NM400耐磨板强化技能磨损是发生在工件外表的过程,因此,强化工件外表就显得十分重要。钢的外表强化技能有着悠长的历史,例如,渗碳技能至少能够追溯到两干多年前我国的汉朝,而一千多年前的我国史书中已有关于碳氮共渗工艺的记载。近几十年来,各式各样的外表强化技能与装备发展迅速。
新钢NM400耐磨板采纳必要的外表强化及外表改性办法,不仅能够节约很多的原材料,并且能够赋予工件外表层以各种特别的、作为全体材料难以得到的安排结构与功能,然后取得异的耐磨功能和巨大的经济效益。如今,外表强化技能已成为新钢NM400耐磨板(包括耐磨材料)的研讨与使用的一个重要发展方向。
耐磨板



预热有利于减低双金属耐磨复合板热影响区的硬度,防止产生冷裂纹,这是焊接双金属耐磨复合板的主要工艺措施;预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃,含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。
焊接双金属耐磨复合板焊条条件许可时优先选用碱性焊条;坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少双金属耐磨复合板母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
双金属耐磨复合板焊接工艺参数由于母材熔化到一层焊缝金属中的比例高达30%左右,所以一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小双金属耐磨复合板母材的熔深。
双金属耐磨复合板焊后尽量要对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下工作的焊件更应如此。应力的回火温度为600~650℃。若焊后不能进行应力热处理,应立即进行后热处理。耐磨板

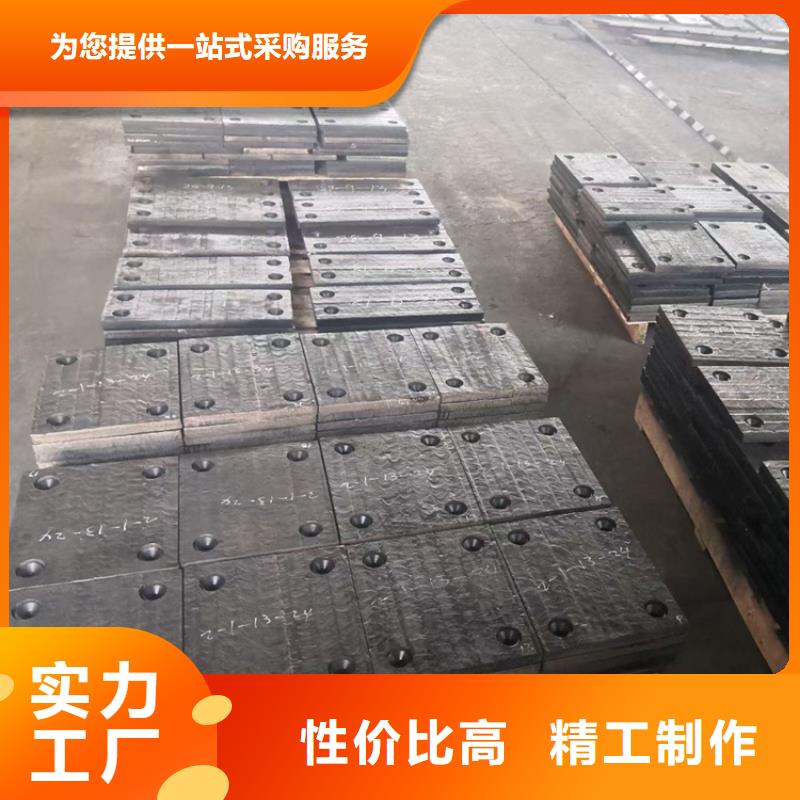
双金属复合耐磨钢板由低碳钢板和合金耐磨层两部分组成,抗磨层一般占总厚度的1/3-1/2。工作时由基体提供抵抗外力的强度、韧性和塑性等综合性能,由耐磨层提供满足指定工况需求的耐磨性能。
耐磨钢板合金耐磨层和基体之间是冶金结合。通过专用设备,采用自动焊接工艺,将高硬度自保护合金焊丝均匀地焊接在基材上。复合层数一层至两层以至多层,复合过程中由于合金收缩比不同,出现均匀横向裂纹,这是耐磨钢板的显著特点。耐磨板


研究发现,在TiAl合金中加入大量的特定β相稳定元素(如V,Cr,Mn,Mo)及少量的晶粒细化元素(如Y,B,C),可使其热加工性能明显好于传统TiAl合金。经过这样的成分优化,合金的高温流变应力降低,高温变形能力改善,在热加工过程中不容易产生裂纹等缺陷。从相构成上看,该合金主要含有β相和γ相,可通过后续热处理,控制热加工后TiAl合金的显组织及相组成,有利于调控常温、高温力学性能。哈尔滨工业大学采用的合金名义成分为Ti-43Al-9V-Y(原子百分数)。原材料为海绵TiAl与高纯Al,其它添加元素均为添加金属与Al的中间合金。
耐磨板 耐磨板



哈曼金属材料有限公司将以顾客需求为导向,持续开展创新研发工作,致力成为 辽宁葫芦岛复合耐磨钢板切割定制的领跑者,不断开拓创新,以技术为核心、以质量为保证,竭诚为您提供、、优质的产品和服务,促进 辽宁葫芦岛复合耐磨钢板切割定制领域的革新与发展!


双金属复合耐磨板由低碳钢板和合金耐磨层两部分组成,抗磨层一般占总厚度的1/3-1/2。工作时由基体提供抵抗外力的强度、韧性和塑性等综合性能,由耐磨层提供满足指定工况需求的耐磨性能。 耐磨钢板合金耐磨层和基体之间是冶金结合。通过专用设备,采用自动焊接工艺,将高硬度自保护合金焊丝均匀地焊接在基材上。复合层数一层至两层以至多层,复合过程中由于合金收缩比不同,出现均匀横向裂纹,这是耐磨钢板的显著特点。 耐磨层主要以铬合金为主,同时还添加锰、钼、铌、镍等其它合金成份,金相组织中碳化物呈纤维状分布,纤维方向与表面垂直。碳化物显硬度可以达到HV1700-2000以上,表面硬度可达到HRc58-62。合金碳化物在高温下有很强的稳定性,保持较高的硬度,同时还具有很好的抗氧化性能,在500℃以内完全正常使用。 耐磨钢板具有很高耐磨性能和较好冲击性能好,能够进行切割、弯曲、焊接等,可采取焊接、塞焊、螺栓连接等方式与其他结构进行连接,在维修现场过程中具有省时、方便等特点,广泛应用于冶金、煤炭、水泥、电力、玻璃、矿山、建材、砖瓦等行业,与其他材料相比,有很高的性价比,已经受到越来越多行业和厂家的青睐。