



更新时间:2024-11-17 06:42:55 浏览次数:2 公司名称: 赛普塑料制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 98 |
| 发货期限 | 厂家 |
| 供货总量 | 88888 |
| 运费说明 | 24小时内 |
| 品牌 | SHIPU |
| 标准 | 国标 |
| 材质 | 高密度聚乙烯HDPE |
| 叉车方向 | 四面进叉 |
| 耐温度 | -35℃-+85℃ |
| 型号 | 齐全 |



赛普塑料制品有限公司是集工程设计、加工制作、安装施工、售后服务于一体的专业化公司。经过数十年的拼搏,公司规模不断扩大, 在多年的【辽宁葫芦岛塑胶栈板】从业中积累了丰富的实践经验,荣获多项荣誉,在业内有着良好的声誉。

塑料托盘上货架时,必须采用货架型托盘,承载量根据货架结构而定,严禁超载使用。
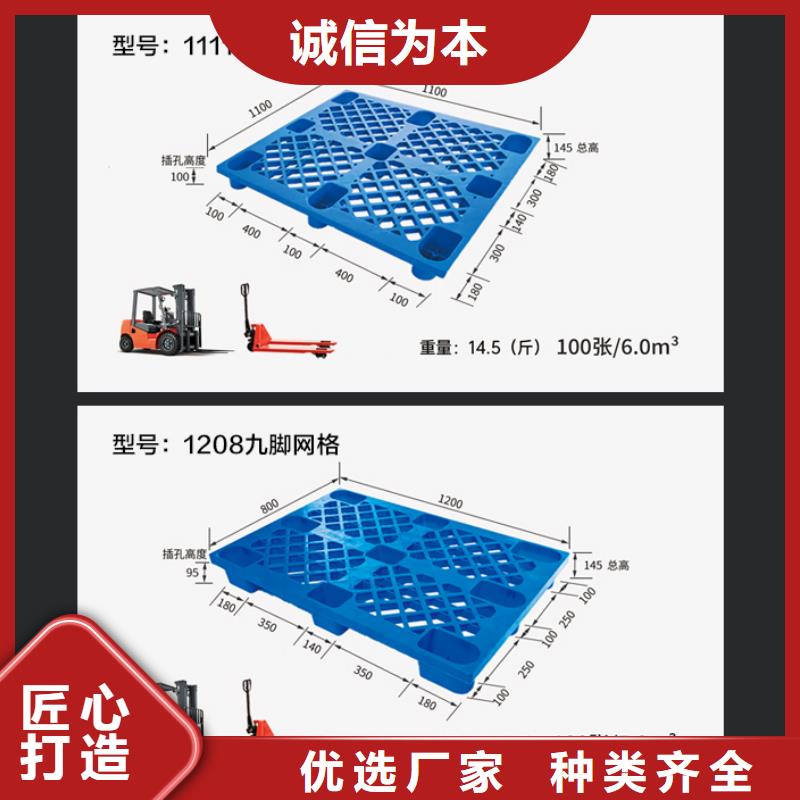
SP-1111川字网格塑料托盘
| 名称 | SP-1111川字
| 每100张托盘的体积
| 13m3
| ||
| 规格 | 1100*1100*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 90mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 可内置4根镀锌方形钢管,表面4根
| |
| 1.6T | 4.8T | ||||
| 底部结构 | 川字型 | ||||
| 使用方法 | 适合货架、平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||
SP-1210川字平面塑料托盘
| 名称 | SP-1210川字 | 每100张托盘的体积
| 14m3
| ||
| 规格 | 1200*1000*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 85mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 可内置8根镀锌方形钢管,表面4根 腿部4根 | |
| 2T | 6T | ||||
| 底部结构 | 川字型 | ||||
| 使用方法 | 适合货架、平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||
SP-1208九脚轻型网格塑料托盘
| 名称 | SP-1208九脚
| 每100张托盘的体积
| 4.8m3
| ||
| 规格 | 1200*800*145mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 95mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 无 | |
| 0.5T | 1T | ||||
| 底部结构 | 九脚型 | ||||
| 使用方法 | 适合平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||
SP-1210川字网格塑料托盘
| 名称 | SP-1210川字 | 每100张托盘的体积
| 13m3
| ||
| 规格 | 1200*1000*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 80mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 可内置8根镀锌方形钢管,表面4根 腿部4根 | |
| 1.6T | 4.8T | ||||
| 底部结构 | 川字型 | ||||
| 使用方法 | 适合货架、平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||
SP-1210轻型田字网格塑料托盘
| 名称 | SP-1210轻型田字 | 每100张托盘的体积
| 18.5m3
| ||
| 规格 | 1200*1000*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 95mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 无 | |
| 1T | 3T | ||||
| 底部结构 | 田字型 | ||||
| 使用方法 | 适合堆码、平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||
SP-1212川字网格塑料托盘
| 名称 | SP-1212川字 | 每100张托盘的体积
| 16m3
| ||
| 规格 | 1200*1200*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| ||
| 叉孔高度 | 80mm
| ||||
| 载重 | 动载 | 静载 | 特别说明 | 可内置8根镀锌方形钢管,表面4根,腿部4根 | |
| 1.6T | 4.8T | ||||
| 底部结构 | 川字型 | ||||
| 使用方法 | 适合货架、平地使用 | ||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| ||||
| 图片展示 |
| ||||

塑料托盘选用单面托盘还是双面托盘,应根据相应的存储、装卸搬运设备和状态(如库型、货架类型、堆码或放置状态)等来确定。
对于占地面积小的自动立体库或高位货架,以堆垛机或电动叉车垂直搬运为主的场合,双面重载系列托盘和单面标准系列托盘都可以选择。


其特征在于该方法包括以下步骤:
以高密度聚乙烯和高密度聚丙烯为原料,分别将两种原料粉碎成粒度为2~6毫米的颗粒,清洗后在100~120℃烘干2~4小时,得到干燥固体原料;
将上述两种干燥固体原料混合,混合比例为:再生高密度聚乙烯占原料总重的重量百分比为10~30,全新高密度聚丙烯占原料总重的重量百分比为90~70,得到原料混合物,在原料混合物中分别加入占原料混合物重量百分比为2~6的弹性体增韧剂、占原料混合物重量百分比为0.5~3的交联剂、占原料混合物重量百分比为0.5~2的流动助剂以及占原料混合物重量百分比为0.5~0.6的有机颜料,混合均匀,得到混合物;
使上述混合物在2万克至4万克的注塑机中,经柱塞料筒中100℃~220℃反应后注塑成型,模具温度为20~50℃,注射压力为80~140MPa,保压压力为注射压力的30%~60%,背压为5~20MPa,得到塑料托盘。


