



新物通物资有限公司是一个集研发、设计、生产、销售等一体的专业 辽宁葫芦岛不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管公司,质量保证,价格优惠。公司拥有专业的研发设计能力,精心研究、精致设计、精细制作,力求方便客户管理的思索,研发出各类近百个品种规格的 辽宁葫芦岛不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管,适合于多种需求,为客户创造了良好的经济效益。从选料、生产到成品检验,公司对质量进行严格的控制,直至终端 辽宁葫芦岛不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管产品合格,以好的 辽宁葫芦岛不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管产品出产,对售出产品进行跟踪服务,及时解决售后,服务客户。


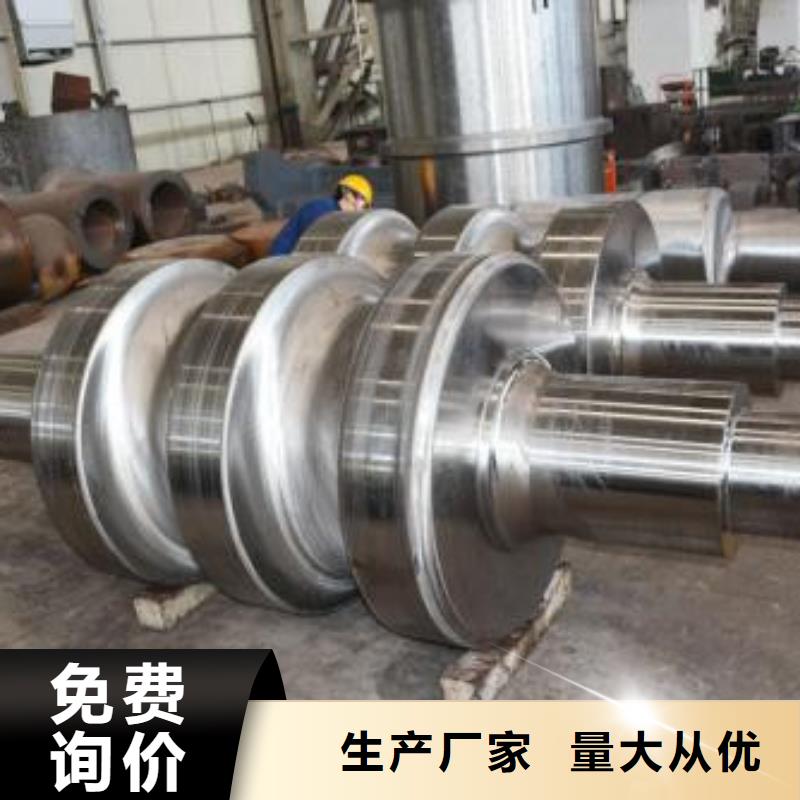
轧辊是轧机的重要部件,按照轧机类型可分为领带轧机轧辊、型钢轮机扎辊和钢管轧机轧辊三大类。
板带轧机轧辊的辊身呈圆柱形,热乾板带轧辊的辊身凹,当受热膨胀时,可保持较好的扳形;冷轧板带轧辊的辊身呈凸,当它受力弯曲时可保证良好扳形;型钢轧机轧辊的辊身上有轧槽,根据型钢轧制工艺要求,安排孔型。钢管轧制中采用斜轧原理轧制的轧辊有圆锥形、腰鼓形或盘形。
轧辊按辊团硬度可分为:
(1)软辊;肖氏硬度约为30一40,用于开坯机、大型型钢轧机的租轧机等。
(2)半硬辊:肖氏硬度约为40一60,用于大型、中型、小型型钢轧机和钢板轮机的租轧机。
(3)硬面辊:肖氏硬度约为60一85,用于薄板、中板、中型型钢和小型型钢轧机的稿轧机及四辊轧机的支撑辊。



高速钢轧辊制造技术,制造高速钢轧辊主要有锻造、铸造、喷射成形、热等静压等技术。锻造高速钢轧辊的推广使用进展缓慢;目前工业生产中较常见的铸造高速钢轧辊制造方法有离心铸造法、连续浇注外层成形法、电渣重熔法和液态金属电渣熔接法。
2.1铸造高速钢轧辊
铸造高速钢轧辊制造技术的改进主要围绕提高钢的纯净度和均匀性,提高轧辊强度和轧辊外层与辊芯的冶金结合。不同的轧机,同一轧机的不同机架,对轧辊性能的要求不同,可以根据所需的轧辊性能、轧辊规格和生产成本选择合适的制造方法。
1)离心铸造法。离心铸造轧辊的主要特点是将液态外层材料和芯部材料以一定的时间间隔浇入铸型内。离心旋转时间、辊芯金属液浇注间隔时间、浇注温度及防止外层元素偏析和内外层材料界面氧化是此方法制造轧辊成败的关键。


轧辊断裂原因
一、脆性断裂,此类轧辊断口形状较为平整,断口周围辊身表面较为齐整;
二、韧性断裂,此类轧辊断口形状多呈"蘑菇头"状,断口附近的辊身均成粉碎状破碎。
将二者比对发现,此次断辊事故的断辊形式为韧性断裂。脆性断裂和韧性断裂都是因为轧辊应力超过芯部强度造成的。
其产生原因与轧辊本身残余应力,轧制时机械应力以及轧辊热应力有关,特别是当辊身的表面和芯部的温差大时更容易产生。这种温差可能由不良的辊冷却,冷却中断或在新的轧制周期开始时轧辊表面过热引起。轧辊的这种表面和芯部间的巨大温差引起较大的热应力,当较大的热应力,机械应力以及轧辊的残余应力超过轧辊的芯部强度时引起断辊。



机加工 轧辊的粗加工在轧辊车床上完成。为了保证尺寸精度,广泛使用数控机床加工终热处理前还要进行超声波探伤。轧辊中心孔的加工与否取决于轧机设计、淬火要求、检验结果等一系列因素。终热处理后毛坯精加工成规定尺寸、表面精度和粗糙度的成品轧辊。精加工包括车、钻、铣、磨等工序。成品轧辊经过硬度、尺寸、组织、性能等一系列检查后提供使用。
锻钢冷轧辊,外文名为Forged steel cold roll,应该储存在干燥通风的室内。

