


想知道Q355六角钢,冷拔六角铁介绍产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:Q355六角钢,冷拔六角铁介绍的图文介绍

鑫泽金属制品有限公司
鑫泽金属制品有限公司经过全体员工长期以来坚持不懈的努力,现已发展成为一家集设计开发、生产加工、销售、服务为一体的高新技术企业;是中国专业从事 浙江湖州Q235方钢等制造商之一。


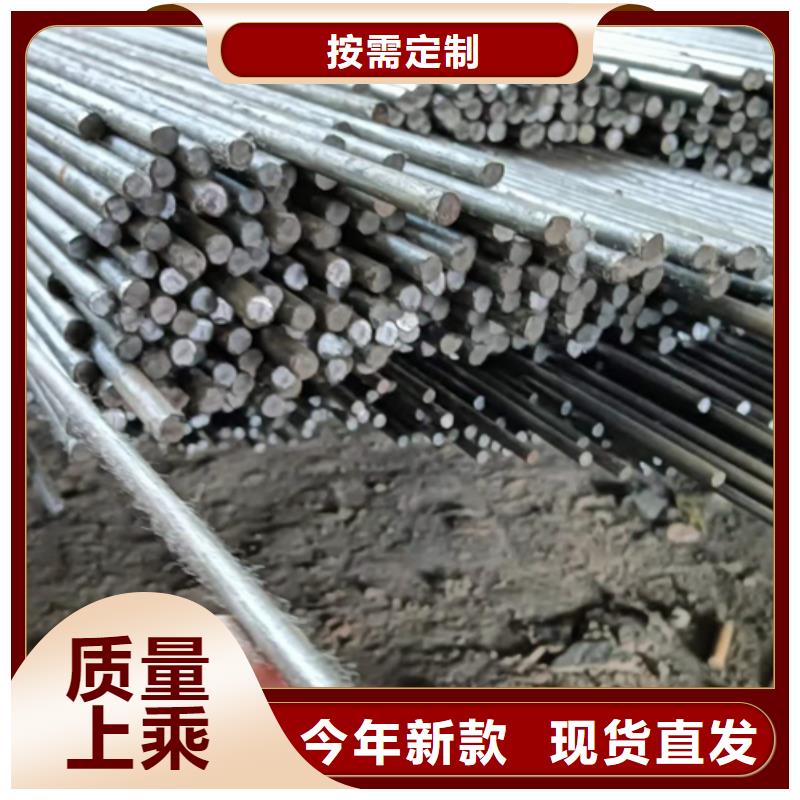
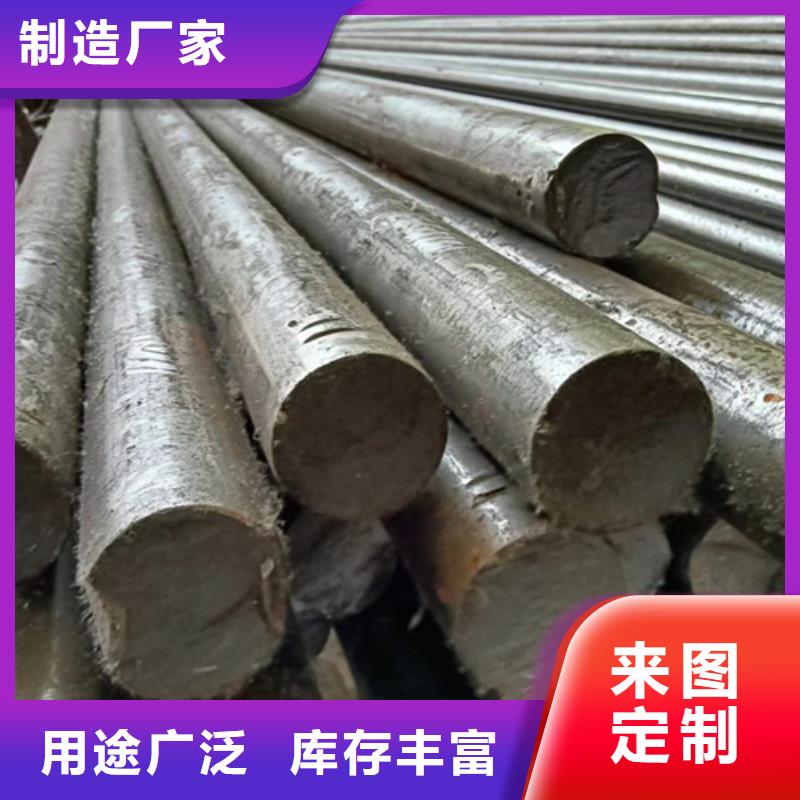
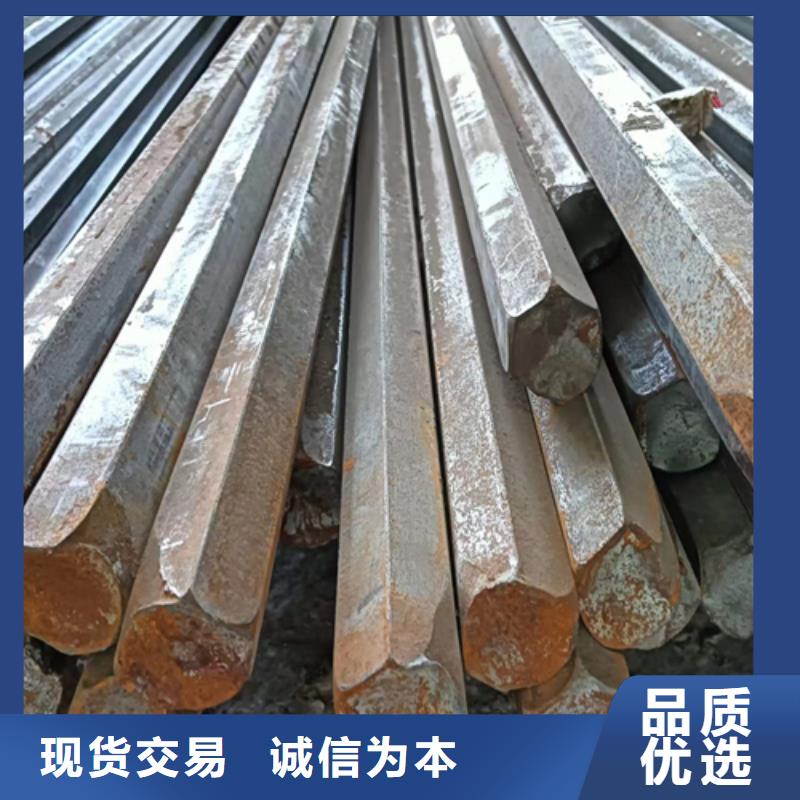
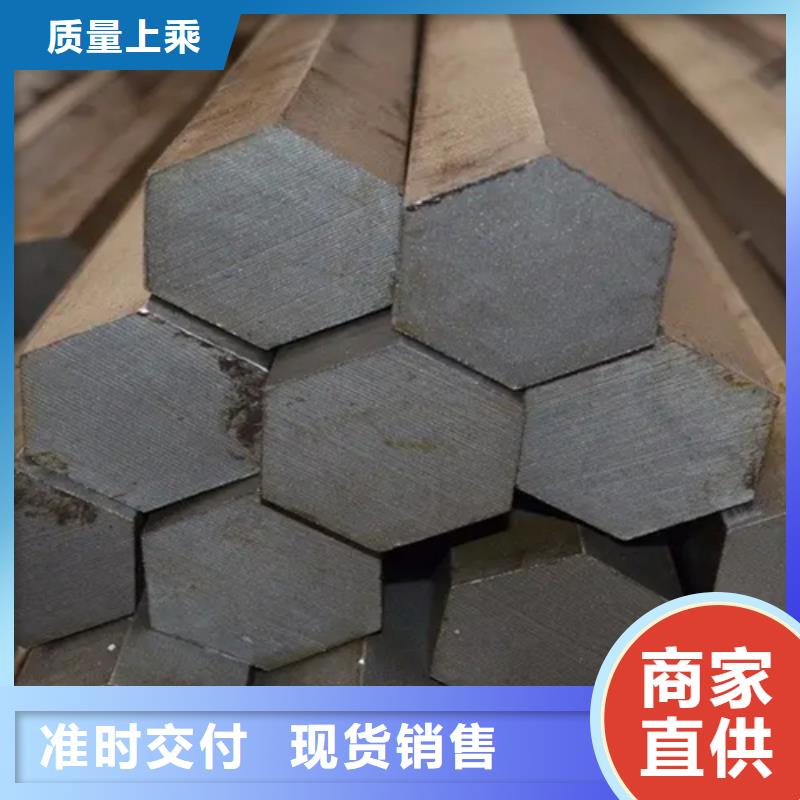
山东鑫泽金属冷拔六角钢、冷拔方钢、冷拔扁钢、冷拔圆钢、冷拔光圆、冷拔椭圆钢、冷拔半圆钢、冷拔三角圆钢、冷拔异型钢等,特殊形状和材质另议订做。冷拉钢产品具有以下优点:形状规格多样性通过设计不同形状的模具,冷拉出不同截面形状、不同规格公差的冷拉钢。角度可设计成直角或圆角。高度使用高质量的硬质合金模具以及拥有专业修模人员,确保公差准确、统一。表面光滑先进的冷挤压工艺使得冷拉钢产品表面光滑明亮。材料大量节省冷拉工艺是将原材料冷挤压变形达致所需的形状、规格及公差,原材料的耗损极少,相对利用传统车床机加工切削所耗损的材料,冷拉钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为显著。加工时间及加工机械节省由于精度准确,表面状况良好,冷拉钢产品可直接使用,如喷涂、打砂、打弯、钻孔,也可按实际要求精拉之后直接电镀,免去了大量机加工时间及节省配置加工机械的费用。山东鑫泽金属冷拔六角钢、冷拔方钢、冷拔扁钢、冷拔圆钢、冷拔光圆、冷拔椭圆钢、冷拔半圆钢、冷拔三角圆钢、冷拔异型钢等,特殊形状和材质另议订做。



钢的渗碳就是为了增强钢件表层的含碳量和一定的碳浓度梯度,将钢件在渗碳介质中加热并保温使碳原子渗入表层的化学热处理工艺。目的是使低碳钢件表面得到高碳,经适当的热处理后获得表面高硬度、高耐温性;而心部仍保持一定强度及较高的塑性、韧性。这是冷拔六角钢制造中应用广泛的一种化学热处理工艺。适用于同时受磨损和较大冲击载荷的低碳、低合金钢零件,如齿轮、活塞销、套筒及要求很高的喷油嘴偶件等。大型锻件主要是由钢锭直接锻成的,因此在热处理时需要考虑冶炼、铸锭、锻造等过程对铸件内部质量的影响,只要影响因素是化学成分不均匀于多种冶炼缺陷的存在;晶粒粗大且很不均匀;较多的气体与杂质物;较大的锻造应力和热处理应力。大型锻件锻造之后的热处理目的是防止白点和氢脆、改善锻件内部组织、锻造应力、降低硬度提高切削加工性能,使其获得良好的力学性能或为以后的热处理做好组织准备。摩振腐蚀的原因是摩振作用破坏了冷拔六角棒的保护膜,裸金属迅速氧化,磨损和氧化反复进行,使破坏加剧。



通常来讲,不论是何种物品,在进行操纵的过程当中,都有诸多的注意事项。接下来为大家介绍的内容是——冷拔六角钢操作时的注意事项都有哪些?1、冷拔钢冷拔前应对原材料进行要的查验。对钢号不明或无出厂证明的钢材,应取样查验。遇截面不规整的扁圆、带刺、过硬、湿润的钢筋,不得用于拔制,避免损坏拔丝模和影响质量。钢筋冷拔前经轧头和除锈处理。除锈设备能够利用拔丝机卷筒和盘条转架,其间,设3~6个单向错开或上下交错摆放的带槽剥壳轮,钢筋经上下左右重复曲折,即可除锈。亦可运用与钢筋直径根本相同的废拔丝模以机械方法除锈。2、为便利钢筋穿过拔丝模,钢筋头要轧细一段(长150~200 mm),轧压至直径比拔丝模孔小0.5~0.8 mm,以便顺利穿过模孔。为减少轧头次数,可用对焊方法将钢筋连接,但应将焊缝处的凸缝用砂轮锉平磨滑,以维护设备及拉丝模。3、在操作前,应按惯例对设备进行查看和空载运转一次。装置拔丝模时,要分清正反面.装置后应将固定螺栓拧紧。4、为减少拔丝力和拔丝模孔损耗,抽拔时须涂以润滑剂。一般在拔丝模前装置一个润滑盒,使钢筋黏滞润滑剂进入拔丝模。5、拔线速度宜控制在50~70 m/min。钢筋连拔不宜超越3次.如需再拔,应对钢筋内应力,采用低温(600℃~800℃)退火处理使钢筋变软。加热后取出埋入砂中,使其缓冷,冷却速度应控制在150℃/h以内。6、拔丝的成品,应随时查看砂孔、沟痕、夹皮等缺陷,以便随时替换拔丝模或调整转速。

